
Tips and Techniques: How to Downgauge Film Without Losing the ‘Feel’ of Quality
These days, blown film processors supplying converters and packagers with high-end materials are between a rock and a hard place.
Downgauging is an economic imperative and a means to achieve sustainability. The trick is not to sacrifice quality—or the consumer’s perception of quality, which is often related to film stiffness. Photo: Hosakawa Alpine American
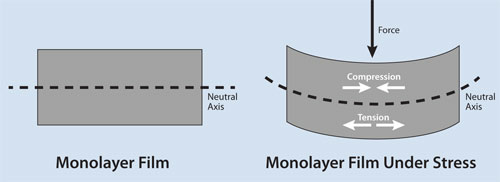
When monolayer film is subjected to a normal force (as in the case of flex due to bending), it will put the section of the film above the neutral axis into compression and the section below into tension.
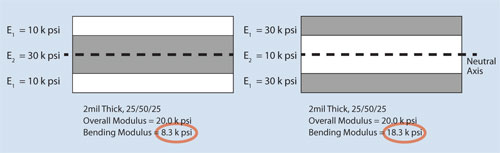
The location of stiff materials in a film can have a huge impact on the “feel” of the film. Placing materials that are higher in stiffness farther away from the neutral axis can have a very large effect on the overall bending modulus



These days, blown film processors supplying converters and packagers with high-end materials are between a rock and a hard place. Retailers and consumers alike are demanding more sustainable film products made from fewer resources. At the same time, they are not inclined to welcome any loss in performance of the packaging material, forcing processors to come up with material solutions to solve these seemingly conflicting requirements.
Downgauging has become a buzzword among material suppliers and the processing community. It allows packagers to offer the same products with higher product-to-package ratios by using thinner materials. This approach to resin implementation has changed the way the industry does business.


But it’s not that easy. Processors must anticipate brand owner, retailer, and consumer expectations. The problem is that there are instances for which package feel, not package toughness, is the limit to downgauging. But by planning accordingly, it is still possible to provide a solution that satisfies brand owners, retailers, and consumers.
The following are some important considerations for any processor working to design and develop a package that must be downgauged:
- Does the package still work after the change? Will it still meet requirements for toughness, barrier and shelf-life, processibility on the converter’s equipment, processibility on the final packaging equipment, and resistance to damage in transit or end use?
- Does the package still maintain its shelf appearance and look as good as it did before?
- Did the package become easier or harder to open?
- Will consumers notice? Some of the applications most impacted—positively and negatively—are those in which consumers subconsciously link package strength to the thickness of the package, such as food-storage bags, snack packaging, and waste liners.
WHAT CONSUMERS NOTICE
Earlier this year, The Dow Chemical Co. conducted a study to test its theory that by keeping the aforementioned considerations in mind, the consumer “feel” barrier may be broken. In the study, one of the issues Dow encountered was that consumers do notice when material is removed, even if the package overall has the same strength. This finding solidifies the need to prioritize bending modulus as an element of perceived quality.
Is it really possible to design films that will feel the same to the consumer, but are 10% to 20% thinner? This was Dow’s hypothesis when beginning the study. To determine the results, Dow utilized the concept of bending stiffness (or bending modulus) and a trained and selected Human Sensory Panel.
Bending stiffness is the idea that the location of stiff materials in a film can have a huge impact on the feel of the film. When monolayer film is subjected to a normal force (as in the case of flex due to bending), it will put the section of the film above the neutral axis into compression and the section below into tension (see top illustration, p. 30). Placing materials that are higher in stiffness further away from the neutral axis can have a very large effect on the overall bending modulus (second illustration, p. 30).
For two film structures with the same relative content of two different materials, one with modulus of 10 kpsi, and one with 30 kpsi, the overall modulus in both cases is 20 kpsi. But the bending modulus of the one with the stiff material in the core is 8.3 kpsi, while the bending modulus with the stiff material in the skins is 18.3 kpsi. Note that the overall modulus is the tensile modulus obtained by subjecting the film to 1% or 2% elongation, while the bending modulus is the film being subjected to a normal force, or the resistance encountered when the film is bent. This concept can give the processor a powerful tool in matching the feel of a film.
There hasn’t always been a straightforward way to design films with the same bending stiffness. However, the team at the Dow Film Application Development Center in Freeport, Tex., has developed a Bending Stiffness Calculator that allows Dow to perform calculations in a more methodical and scientific way.
The calculator allows processors to engineer coextruded films based on a resin or blend of resins that have the same bending stiffness. Users simply enter the resin data (melt index, density, and modulus), the blend for each layer, and the layer thicknesses; and the final stiffness for a film is determined by the calculator. Next, a comparative film can be designed with a lower thickness but the same bending modulus by incorporating resins with a higher modulus into different layers within the same film.
The calculator utilizes other application-specific data—such as need for high seal strength, optics, or toughness—to determine the arrangement of the materials and layers. It doesn’t propose solutions, since the problem is largely defined by the constraints that the user imposes (such as needing seal strength, optics, or toughness).
The other tool used in the study was Dow’s Human Sensory Panel. This screened and selected panel is used not only for evaluating the impact of packaging on a food’s taste and odor (organoleptic) properties and auditory, and visual properties, but also on a packaging’s “feel” or haptic properties. These evaluations are done in a carefully controlled environment using approximately 24 to 36 panelists to generate statistically significant data.
For the study, Dow produced a variety of films with different bending modulus to test three hypotheses using Dow’s Human Sensory Panel. The panel tested evaluated films based on their perceived thickness. Here are some overall results:
- Consumers can detect differences in thickness. Dow learned that when gauge is reduced by 10% in a 2-mil film, a consumer will notice the difference. However, Dow also learned that at 2 mil, consumers cannot distinguish a 5% decrease in gauge.
- Consumers do perceive differences in bending modulus as related to thickness. When presented with films of the same 2-mil thickness but different bending moduli from 12 kpsi to 36 kpsi, consumers will rank order the films by thickness in correlation with perceived order of increasing modulus.
- Gauge can be reduced somewhat while maintaining the same perception of strength. When presented with different films at 18 kpsi bending modulus, consumers did not detect a change in gauge from 2 mil to 1.85 mil.
TRICKS OF THE TRADE
So how do you downgauge and keep consumers from “noticing?” Consider the following:
- Resin design. As material is removed from the film, other properties will be affected. There are resins available in the marketplace that have distinct properties, such as very high combinations of stiffness and toughness, which usually don’t go hand in hand. Incorporating these types of resins can provide the stiffness needed without sacrificing toughness.
- Utilize bending modulus. In the study mentioned above, Dow kept the bending modulus the same. However, you may be able to push past the 10% gauge reduction that Dow achieved (without consumers noticing) by increasing the final bending modulus. For example, if the original film is 18 kpsi, try testing films with 20 kpsi to 25 kpsi at a lower gauge to see if consumers notice.
- Take just a little out. It may be possible to just “sneak one by.” Dow found in its study that the panel couldn’t tell a difference at 5% gauge reduction. Is 5% a significant enough downgauging for your business?
As a processor, the challenge is making sure that the customer, the consumer packaging company, and the consumer aren’t able to tell the differences you’ve made to make a more sustainable package. If you’re considering a change and want to maximize product appeal based on sustainability and product performance, keep in mind that Dow’s study test panel didn’t notice a difference at 5% gauge change. In addition, certain resins have high combinations of toughness and stiffness, which can provide the stiffness needed when you downgrade material.
Look at your current film structure: How many layers do you have and what is the potential to increase that number? Using bending modulus as a tool for downgauging can mean using more extruders and dies with more layers, but it can also mean relocating some materials within the film structure or including different materials to bump up the bending modulus while simultaneously reducing gauge of the overall film. Do you have coextrusion capabilities to make such changes possible? If not, consider potential partners.
In barrier packaging, if you’re taking material out you have to maintain the same structural qualities. What are the qualities of your current package, with regard to shelf-life, oxygen transmission rate, or moisture vapor transmission?
As sustainability demands conversion from heavier materials such as metal and glass, processors need to develop structures that can mimic the stiffness and feel of a rigid container. This trend will only grow over time. Expectations will continue to reach new heights, and the consumer “feel” barrier must be considered just as much as performance qualities. As found in the Dow study, consumers do feel the difference in a material downgauge. In addition, if a redesigned product feels the same as its predecessor, but leaks, bursts, or doesn’t maintain shelf-life, it will not be successful.
When downgauging materials in an effort to make packages using less resources, resin design and consumer testing are essential. Resin suppliers can help the processor determine which materials will work best for different applications.
About the Author
Greg Bunker is the North American marketing manager for food and specialty packaging at The Dow Chemical Co. He is responsible for defining strategic opportunities for resins in film and extrusion coating. During his 15 years at Dow, Bunker has worked at Dow Basic Plastics polyethylene and polypropylene plants in a variety of roles, including manufacturing and technical services.
















Related Content

Understanding the ‘Science’ of Color
And as with all sciences, there are fundamentals that must be considered to do color right. Here’s a helpful start.
Read More
Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read More
The Importance of Viscosity in Melting
The calculations required to determine the right melt temperature for each polymer are complicated. Knowing the power-law coefficient and the consistency index of the polymer you run might prove useful.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More