
Software Helps Predict Sink Marks in POM Parts
Polyplastics has developed software to help predict potential sink marks in parts injection molded from POM or acetal.



Resin manufacturer Polyplastics has developed a process applying CAE analysis to predict sink marks in parts molded from acetal, including the company’s Duracon POM material. A Polyplastics spokesperson told Plastics Technology that the CAE utilized includes a proprietary program it developed in conjunction with Autodesk’s Moldflow and SCSK’s AdventureCluster.
Polyplastics says this technology can predict the risk of sink marks before molds are fabricated, thereby shortening the development cycle for a new product by decreasing the number of prototypes required. Sink marks —which can arise due to uneven thickness distributions in a part and impact overall aesthetics — should be avoided in certain areas of a molded product due to dimensional accuracy requirements, sealing surface precision or design parameters.
Polyplastics says it has developed a new technology that combines flow and structural analysis to predict sink mark formation during resin curing by considering shrinkage, elastic modulus and pressure distribution. The company has completed experiments it says validate the program’s predictive accuracy. It is also testing the technology’s ability for predicting vacuum void and sink mark formation in various shapes and materials, while also considering the impact of fiber orientation, especially in anisotropic materials. The spokesperson says the development work is ongoing. The company offers consultations on sink mark prediction technology as part of its technical services, helping customers with product development in the initial design stage.
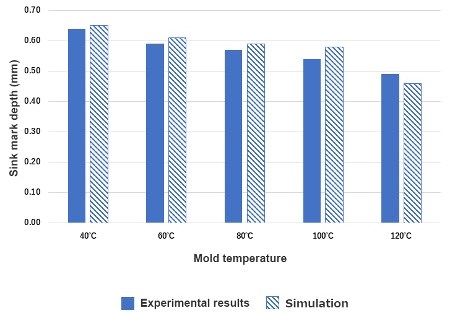
Polyplastics experiments showed a high correlation between its sink prediction analysis and actual appearance of sink in parts molded from POM. Source: Polyplastics
Related Content
-
How to Mount an Injection Mold
Five industry pros with more than 200 years of combined molding experience provide step-by-step best practices on mounting a mold in a horizontal injection molding machine.
-
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
-
What to Do About Weak Weld Lines
Weld or knit lines are perhaps the most common and difficult injection molding defect to eliminate.








