
Tooling: New Standard Mold Components
Stack-mold actuators and mold monitors stood out from the crowd of new mold components at Fakuma 2017 from Hasco, Meusburger, Haidlmair, and Progressive Components.
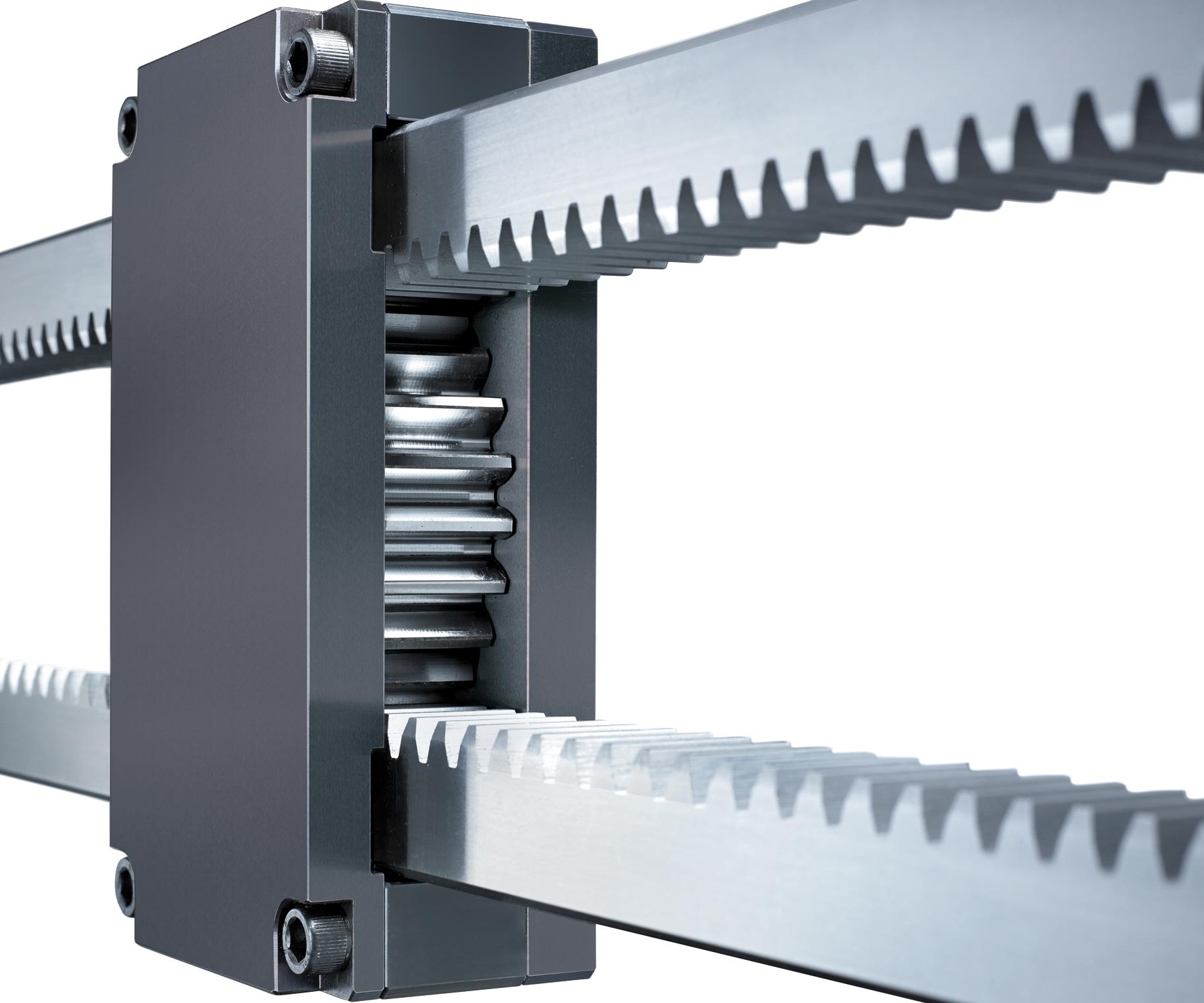
Hasco stack-mold actuator.

Meusburger stack-mold actuator.

Hasco round cycle counter.

New Meusburger angled pin guide.


Among a wide-ranging miscellany of new standard mold components at the recent Fakuma show in Germany, a couple stood out. One was stack-mold actuator systems. Hasco (U.S. office in Fletcher, N.C.) introduced the Module 2.5, a smaller version of the Module 4 introduced at K 2016. There’s now also a larger Module 5. They have DLC-coated slideways and low height to accommodate smaller tiebar distances.
Another new product of this type is the E 8630 from Meusburger (U.S. office in Charlotte, N.C.). It comes with DLC-coated slideways, through-hardened gear teeth, a choice of gear racks from 800 to 1200 mm, and a software “wizard” to help users calculate the length needed.



Another category of new products are mold monitors. Hasco has a new round cycle counter, which simplifies installation, since the mold maker can use a round cutter to make a pocket, rather than having to mill a square pocket.
Progressive Components, Wauconda, Ill., continues to improve its CVe Live remote mold monitor. An enhanced online dashboard provides a snapshot of a company’s entire fleet of tools. A customizeable tool tab displays mold information and performance metrics, such as efficiency and cycle-time averages for the trailing hour, 24 hr, and week. Presses can now be assigned to a tablet, providing a portable and simplified interface to enter rejects and downtime codes. There’s also a new Exceptions Dashboard for manufacturing cells (intended for display on a large screen), which keeps track of any exceptions that occur on the machines assigned to the dashboard. And a Data Transfer option allows any data collected by the CVe Live to be manually or automatically outputted to an Excel or JSON file, simplifying data transfer to existing systems.
A new player in the mold-monitor market is moldmaker Haidlmair of Austria and Concord, Ont. Its Mold Monitoring 4.0 system uses a box on each mold half to collect and upload to the cloud data on parts produced, cycle time, water temperature and flow rate, cavity pressure, and more. The mold can also send out warnings when critical parameters deviate from permissible limits and send notifications when the tool needs maintenance or service. Haidlmair has four molds in testing since the end of 2016.
In other components, Hasco offers a new Z1790/1791 round latch lock, which is compact and mounted not on the side of the mold, but inside the tool, out of the way where it is not easily damaged. Stroke is adjusted by means of a screw at the back, not by machining.
For plugging cooling channels, moldmakers normally use threaded plugs. A more compact solution is Hasco’s new Z9430 copper sealing disc, which has no threads and is quickly and inexpensively driven into the channel by a Z9431 fitting mandrel.
Other new Hasco components were reported in an October Keeping Up, but the company has also launched an update of its customer portal, which now allows ordering of products from the company’s 100,000-item catalog and provides an online check of whether the item is in stock and also provides individual customer prices, not list prices. The portal provides CAD data and drawings in many formats. There’s also a new mold-base assistant configurator that provides not only standard configurations but allows the user to configure a customized mold base in as little as 2 min—said to be unique in the world. With drag-and-drop, users can configure bases for stack molds, stripper-plate molds, and double-ejection tools. Configurations can be saved for repeat use. Also configurable in the portal are ejector pins, cut to length in a choice of two tolerances.
Meusburger also brought out several new standard components:
• E 3064 guide for an angled pin requires only conventional machining for a rectangular pocket, with no angling of the cavity plate.
• E 1830 ejector-set push-back unit allows the ejector set to move only after a defined opening stroke of the mold. Adjustable components allow setting the stroke length.
• E 2752 combination cable for hot runners includes both thermocouple and heater-power lines. Shielded sensor lines provide reliable signal transmission.
• E 1307 flat mold-base centering unit with DLC coating is said to be very compact and to provide optimal compensation for thermal expansion between the insert and cavity plate with milled pocket, due to centering directly on the cavity.
• E 13045 compact top lock with DLC coating provides for easy installation through vertical machining, from the split-line face, in one operation.












Related Content

Where and How to Vent Injection Molds: Part 3
Questioning several “rules of thumb” about venting injection molds.
Read More
Optimizing Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Using scientific procedures will help you put an end to all that time-consuming trial and error. Part 1 of 2.
Read More
Why Shoulder Bolts Are Too Important to Ignore (Part 1)
These humble but essential fasteners used in injection molds are known by various names and used for a number of purposes.
Read More
How to Select the Right Tool Steel for Mold Cavities
With cavity steel or alloy selection there are many variables that can dictate the best option.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More