
Extrusion & Injection Molding in One Automated Process
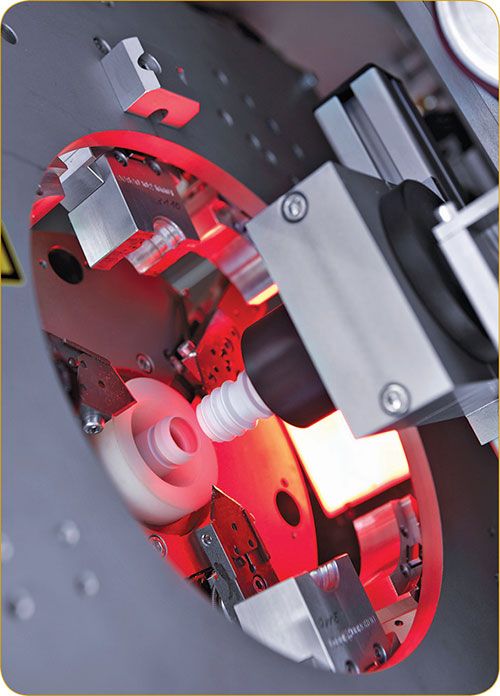
Close Up: Injection Molding
A large German manufacturer of hoses, cable ducts, and other extruded automotive components recently expanded its activities into the white-goods appliance sector.


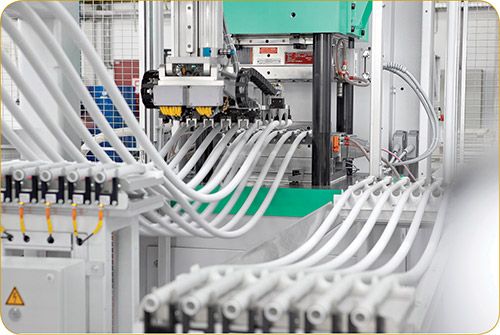
Vertical Arburg press at Schlemmer GmbH overmolds TPE fittings onto six PP corrugated hoses with O-ring inserts in a 30-sec cycle.
Schlemmer’s special technology uses three knives to cut the hoses to a precision of 0.1 mm. A photoelectric sensor detects off-spec hoses.
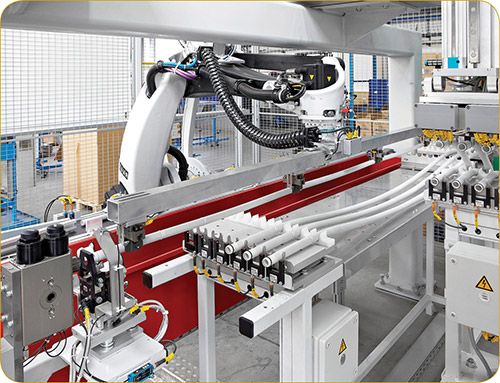
A four-axis Kuka robot transfers the 2.25-meter-long hoses to an O-ring placement station.
Two FPT linear robots transfer the groups of six hoses to the overmolding station, then to a cooling station, and then to leak-testing and bundling stations. Total production time: about 35 sec.



A large German manufacturer of hoses, cable ducts, and other extruded automotive components recently expanded its activities into the white-goods appliance sector. Its largest project to date involves extruding corrugated hoses and molding fittings (with an inserted O-ring) onto both ends. The need was for high-volume production of high-quality but inexpensive hoses for Germany’s largest dishwasher manufacturer. “The ideal system is one where the plastic granulate is filled in at one end and ready-to-ship hoses come out at the other,” says Roland Meissner, division manager of Air & Fluid Systems at Schlemmer GmbH in Hassfurt. “This ensures consistently high quality around the clock. And compared with two-stage production, it saves the costs for intermediate storage.”
Achieving the ideal required combining extrusion and injection molding into a flexible, automated production cell. “Our first criterion when selecting a suitable supplier was a turnkey system, as we wanted everything from a single source,” says Meissner. Schlemmer found that source in Arburg GmbH (U.S. office in Newington, Conn., arburg.us). Arburg acted as general contractor and also supplied a 100-metric-ton Allrounder vertical-clamp insert-molding press. Other project partners were Straberger for the injection mold, FPT Robotik for automation, Ohrmann for O-ring placement, and Furness Controls for leak testing. The entire system was commissioned in only eight months.



HOW IT WORKS
A number of challenges had to be overcome. “The extruded PP hose material cannot be handled when cold, as so-called stress whitening occurs,” explains Schlemmer process technician Hubert Rausch. “However, the warm material shrinks by several centimeters during the production process, which must be compensated for by the three robotic systems during handling.” Moreover, about a dozen significant dimensions must be maintained on the hose body.
Schlemmer devised a technique using three blades to cut the hose to a precision of 0.1 mm. Off-spec parts are detected automatically by a photoelectric barrier. Good parts are picked up by a four-axis robotic system from Kuka Robotics (U.S. office in Clinton Township, Mich., kuka-robotics.com) and transferred to an O-ring placement station. This takes care of the most difficult task: precise positioning of six flexible hoses, each 2.25 meters long, for O-ring insertion.
Two synchronized FPT linear robots then grip the front and rear of the hoses. The linear robots handle 12 parts in a single operation. They remove six hoses with the molded-on TPE fittings and insert six new ones. The finished hoses are set down to cool in an intermediate station.
At the same time, the Allrounder press (Schlemmer’s first vertical machine) injects six fittings in a cycle time of about 30 sec. “Despite the progressive shrinkage, a perfect join must be created between the hose body and fitting, without any over- or under-injection,” notes Rausch. “In this respect, Arburg and the mold manufacturer have contributed a lot of expertise. We’re currently working on speeding up extrusion while also further reducing the injection molding cycle time.”
The linear robots then transfer the cooled hoses to the next station for leak testing. Rejects are again removed and the other hoses are bundled into batches of 50. Six hoses pass through the entire cell in about 35 sec.
This system has been in production since early this year. To make this complex system easier to use, the robots use the same Selogica user interface as the Arburg injection machine. The two linear robots have a single controller, which is networked with the four-axis robot.












Related Content

Drones and Injection Molding Ready for Takeoff
Drones and unmanned aerial vehicles (UAV) are approaching an inflection point where their production volumes — and functionality — will increasingly point to injection molding.
Read More
A Cost Saving Modular Approach to Resin Drying Automation
Whether implementing a moisture-sensing closed-loop system for a single dryer, or automating an entire plant, technology is available to take the guesswork and worry out of resin drying. Using a modular approach allows processors to start simple and build more capabilities over time.
Read More
50 Years...600 Issues...and Still Counting
Matt Naitove marks his first half-century in plastics reporting, with a few of his favorite headlines.
Read More
Ensuring Repeatability: The Key to Effective Injection Molding Automation
One of automation’s key promises is repeatability: the same movement to the same location, time and time again. But to achieve that, all elements involved — robot, machine, EOAT, mold — must be in and stay in alignment.
Read MoreRead Next

People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Recycling Partners Collaborate to Eliminate Production Scrap Waste at NPE2024
A collaboration between show organizer PLASTICS, recycler CPR and size reduction experts WEIMA and Conair will seek to recover and recycle 100% of the parts produced at the show.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More