Extrusion: The Role of Polymer Density in Screw Design
Density affects the mass flow rate, and energy transfer is based on mass, not volume. As a result, polymer density enters into practically every calculation in a screw design.
.jpg;width=70;height=70;mode=crop;format=webp)



Numerous polymer properties must be considered when designing a screw. Polymer density is one of the more important parameters, yet one of the least discussed. That’s because an extrusion screw is a volumetric device: Output is determined by volume and not by weight (in.3/sec or mm3/sec, for example). The volumetric output is typically converted to lb/hr or kg/hr based on the melt density of the polymer. It makes sense, considering that people tend to think in terms of pounds and not in cubic inches when comparing and pricing everyday items.
For example, a screw extruding 20 in.3/sec or 2700 lb/hr of acrylic (PMMA) would process only 1872 lb/hr of PP at the exact same volumetric output. Thus, density is an important aspect because it affects the mass flow rate, and energy transfer is based on mass, not volume. As a result, density enters into practically every calculation in a screw design.


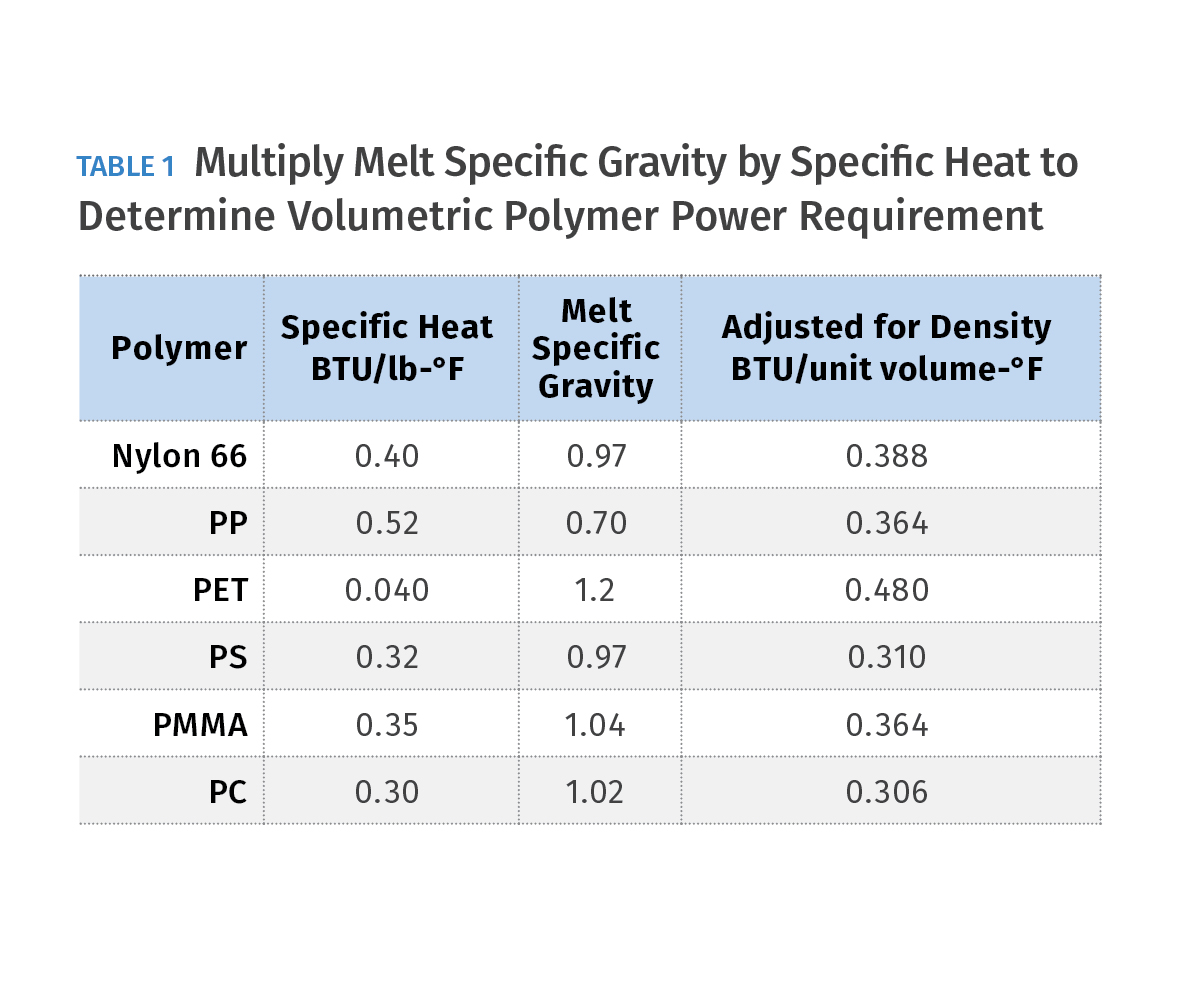
The energy required to raise a pound of any polymer 1° is called the specific heat of that polymer and is stated as BTU per pound-degree F (BTU/ lb-°F). So, for design calculations, the screw output must always be converted from volume to weight, using the melt density. For example, PMMA has two-thirds the specific heat of PP (0.35 vs. 0.52 BTU/lb-°F) yet the difference in their densities means it takes the same amount of energy to raise their temperatures for the same volumetric output, as seen in Table 1.
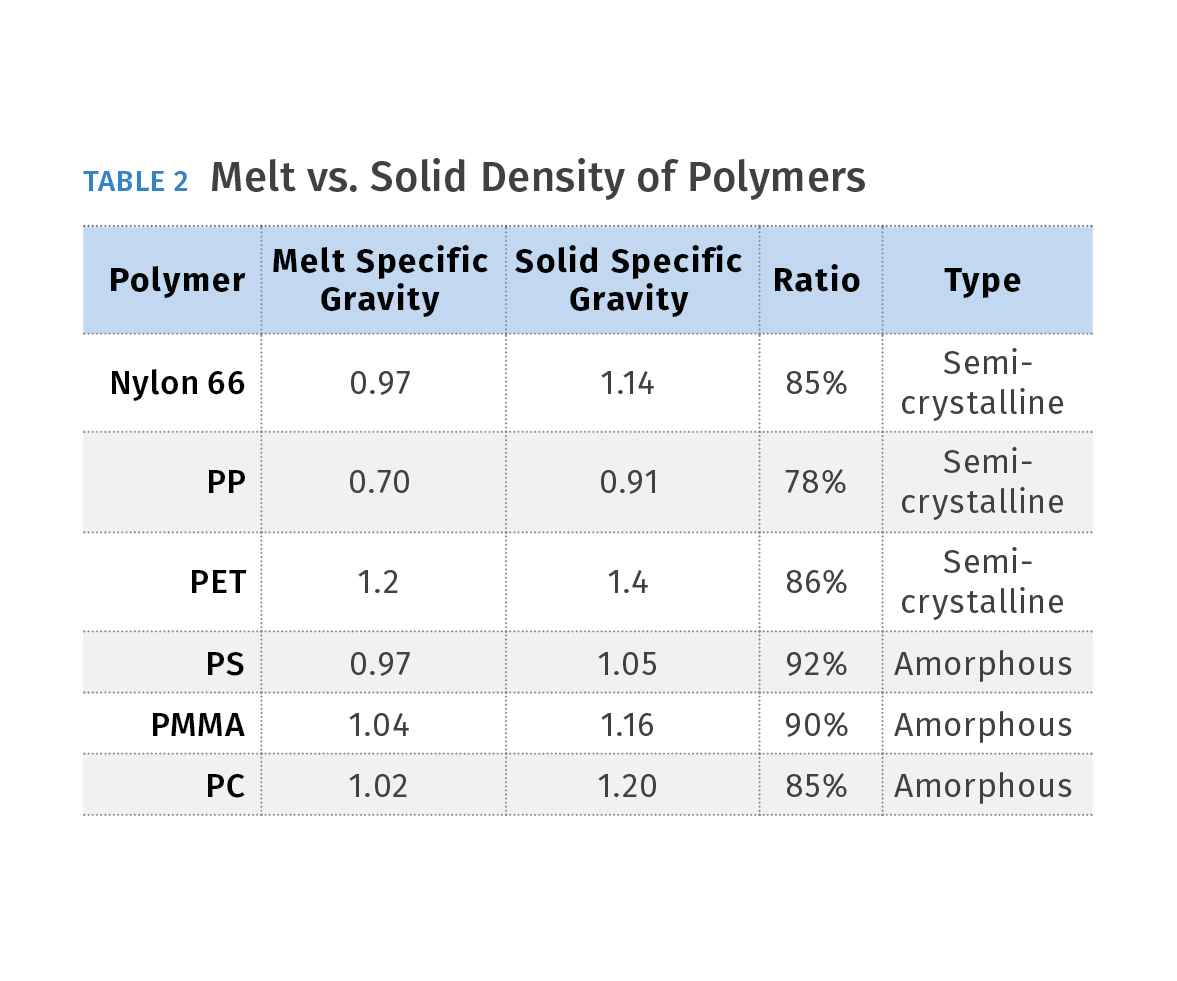
With amorphous polymers, the melt density is less than the solid density because of thermal expansion or increased molecular activity. For semi-crystalline polymers, the density of the melt and solid are usually further apart because of the additional change from an amorphous condition in the melt phase to a semi-crystalline phase in the solid, which tends to pack the polymer molecules more tightly. As an estimate, some say the melt density of amorphous polymers is about 90% of the solid density, and the melt density of semi-crystalline polymers is about 80% of the solid density; but as you can see from Table 2, that is not very accurate, as the molecular structure also enters into the change in density from solid to melt, regardless of whether it amorphous or semi-crystalline.
The energy required to raise a pound of any polymer 1° is called the specific heat of that polymer.
Interestingly, to raise equal volumes of the polymers shown in Table 2 to a specific temperature, simply multiply the specific gravity by the specific heat to get their power requirement (see Table 1).
Just considering specific heat as the indicator of the power requirement can introduce substantial errors in thinking about heating and cooling. The effect of the melt density is shown by the energy requirements for PMMA, which has one of the lowest specific heats, and PP, which has the highest. They become equal in terms of output volume. The screw design has to compensate for this by adjusting the total shear stress throughout the screw, mostly channel depths, to balance the effects. Generally, the polymers having the higher energy requirement would use shallower screws.
That said, viscosity, desired processing temperature, and any preheat must be considered as well. Viscosity at a particular shear rate determines shear stress, or the actual energy being transferred from the drive at that location, and viscosity has little relationship to density. The desired processing temperature enters into the calculations, as well, to determine the total amount of energy required to reach that temperature.
For example, PC is typically processed at 600 F but dried at 250 F, so only 350° rise in temperature is desired. From Table 1, 0.306 BTU/unit volume-°F × 350° F = 107.1 BTU/unit volume. Polypropylene is typically processed at 400 F and usually is not dried, so its desired rise in temperature is from room temperature (400-70 °F) x 0.364 BTU/unit volume-°F = 120.1 BTU/unit vol.
So even though the specific heat of PP is 73% higher and its required temperature rise is about the same as PC, because of the drying for PC, the volumetric energy requirement for PP is only 10% higher. Using a quick reference like multiplying melt density by specific gravity often gives a better look at the screw-design requirement and, just as importantly, at any cooling considerations after extrusion. There are many variables that need to be considered in the overall screw design, but melt density should not be forgotten.
ABOUT THE AUTHOR: Jim Frankland is a mechanical engineer who has been involved in all types of extrusion processing for more than 40 years. He is now president of Frankland Plastics Consulting, LLC. Contact jim.frankland@comcast.net or (724)651-9196.
Related Content
Xaloy Invests in New R&D Center
Xaloy is investing in a new R&D Facility for plasticizing equipment in northeast Ohio with aid from JobsOhio R&D Center Grant.
Read More
How Screw Design Can Boost Output of Single-Screw Extruders
Optimizing screw design for a lower discharge temperature has been shown to significantly increase output rate.
Read More
Improve Production Rates Via Screw Design — Barrier vs. General Purpose vs. Melt Uniformity
I’m looking for a few good molders to help trial a new screw design, and share data and results for a future article to prove the benefits of a melt uniformity screw.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreRead Next

Extrusion: The Facts About Barrel-Temperature Override
Cooling the barrel more may extract heat from the barrel, but not necessarily from the process. Here’s why.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More