
Nine-Layer Blown Film: Why It's a Challenge, What It Takes to Succeed
Eight years after nine-layer blown films were first introduced, only a handful of processors have mastered the challenges of making them. Machine suppliers are now setting up lab lines that could make entry easier.

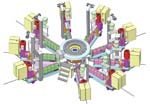
Full-scale nine-layer lab lines being set up by Battenfeld Gloucester (diagram shown here) and Brampton will be a major new resource for processors seeking to enter the nine-layer arena.

Plastopil’s nine-layer blown film lines make true nine-layer film less than half the time. The firm still finds advantages in quality, product performance, and throughput when using those lines to mimic five or seven layers.

Optimum Plastics has a nine-layer Brampton die, W&H extruders, and Reinhold winder. The line is designed for an extreme level of versatility—i.e., to run almost any resin in any layer.

Housekeeping is critical for nine-layer lines. Optimum Plastics organizes 32 ingredients alphabetically by extruder and numerically by the box or silo.

Gloucester’s nine-layer spiral-mandrel die does not thermally isolate hotter and cooler resins (like nylon and EVOH) but relies on a shorter flow path to prevent degradation of heat-sensitive resins.
The learning curve to make nine-layer blown film can be steep. “It took us about two years to figure out that this nine-layer process was almost as difficult as running a cast film line,” says Steve Arnautoff, product-development project manager at Plastopil Hazorea, a packaging company in Israel that made the jump from five layers to nine in 2001. “It took a long time for us to figure out what was happening with the rheology,” he notes. “It behaves somewhere between blown and cast film.” But once Plastopil had figured it out, the company bought a second nine-layer line in 2003.
A major U.S. packaging firm that runs both nine-layer blown and cast films found experience with cast film was a help. “Our main product is cast film. Our experience there allowed us to think ‘out of the box’ on blown film structures,” says the head of technology. “We looked at resins that wouldn’t have had a flying chance in blown film before, not even with seven layers. But nine layers give you a lot more tools in your toolbox. More layers actually makes product development easier.”


Processors making nine-layer film don’t all chase the same markets. If anything, they compete more with laminated or metalized films than against each other. The few major packaging companies that make nine-layer films consume their nine-layer films internally in laminations. Smaller processors offer nine-layer films directly to the market, where converters laminate them or form them into bags and liners. So far there are enough high-barrier applications to go around. Still, the successful nine-layer players keep very quiet because they don’t want to stimulate more competition.
Intrepid pioneers
In the late 1990s a handful of pioneering blown film extruders, most with seven-layer experience, commercialized the first nine-layer barrier films. Holmes Packaging in Rotorua, New Zealand (now part of Cryovac Sealed Air), was first. It installed a nine-layer blown film die from Brampton Engineering in 1997. By 1998, Holmes was market testing nine-layer barrier-film sacks for powdered milk on a global basis and a year later added a second nine-layer line from Brampton.
The first nine-layer die sold by Battenfeld Gloucester Engineering was installed in July, 1998, at Transpack Industries (now part of Amcor Flexibles) in New Zealand. It’s 10 in. in diameter.
Experience with nine layers opened the door to even more complex films. Since 2000, Brampton has shipped 10-layer dies: one to Asia and two to Europe. The most recent was installed last year at Wipak in Nastola, Finland (parent of Winpak in the U.S.). Ten layers offer even more opportunities to use different structures and technical polymers like PET, one user says.
Market growth for nine- and 10-layer blown film has been nowhere near as rapid as when processors switched from three layers to five and seven. Within a few years there were hundreds of five- and seven-layer lines. But nine-layer film isn’t a simple step up from seven layers because there are many other ways to get the same barrier effect, including multi-layer cast film, lamination, metalizing, and coating.
Machine builders have not rushed into the nine-layer market either. No European OEMs have ventured beyond seven-layer dies, though Windmoeller & Hoelscher in Germany and Macchi in Italy are now working on them.
Nine- and 10-layer dies proved so difficult to build and run that eight years later there are still only 25 of them in the world, probably at less than a dozen companies. The first in the U.S. arrived in 2003 at Winpak in Senoia, Ga., and Optimum Plastics Inc. in Delaware, Ohio. Optimum bought a 20-in., nine-layer Brampton stack die and nine W&H extruders. Winpak installed a 24-in.-diam., nine-layer Brampton line for 110-in. layflat.
Brampton is the dominant supplier of lines for nine or more layers. It has delivered three 10-layer stack dies and 13 nine-layer ones, including the world’s largest—31.5 in. diam. Shipped this year, it will run up to 1500 lb/hr. Gloucester has supplied five nine-layer dies. Gloucester’s largest nine-layer die is a 20-in. unit at a U.S. processor.
There are also four nine-layer lines running downward-blown bubbles. Davis-Standard Corp. delivered one of them to a Russian customer in 2004 for making EVOH/nylon/LDPE sausage casings. With six 1.5-in. extruders, it makes a 3-in.-wide layflat. Macro Engineering supplied a nine-layer stack die in 2003 to a Korean firm for use on a nine-extruder, double-bubble line running PVDC barrier resin. Brampton built two nine-layer Aquafrost lines, which water-quench a downward bubble of PP/EVOH. One went to Nordpack in Finland and another to an unidentified company in this hemisphere.
Brampton and Gloucester are both setting up production-scale nine-layer lab lines that could help ease product development for companies entering the nine-layer arena. Bud Smith, Brampton president and CEO, expects nine-layer films to be “a major growth business for the next 10 years.” Brampton is installing a line with a 14-in. pancake die and I-flex gauge control. Gloucester is setting up a nine-extruder line with a 16-in. spiral-mandrel die that has newly developed round (instead of D-shaped) feed holes into the spirals. Round feed holes, made by a new machining technique, are said to prevent material hang-up.
Softer barrier films
High-barrier films are used to extend shelf life of refrigerated products like meats, poultry, cheese, and fish—and unrefrigerated foods like powdered milk, nuts, pet food, and wine. Besides high barrier, flexibility is the most desired property—for everything from large shipping sacks and bag-in-box films to flexible thermoformed pouches with sealing lids. Nine-layer film with thin nylon layers is relatively flexible, while five- and seven-layer nylon barrier films are stiff because the nylon layer is thicker.
Nine-layer films come in a wide variety of structures to meet a wide range of barrier, strength, and aesthetic requirements. One new market, for example, is retort bags for institutional prepared foods in bulk and individual portions that can go from boiling straight into a freezer, or vice versa. Nine- or 10-layer blown film has the advantage over cast film of bi-orientation for greater cold strength.
A major attraction of nine-layer blown film is its more sparing use of expensive nylon. Nine-layer film splits one thick nylon barrier layer into several thin ones. This gets more barrier performance out of less nylon, and thermoformability improves as well. With thinner layers of nylon, the deep formed corners of a package retain twice as much barrier material as when forming rigid five-layer film, and there is no stress-cracking. Thinner nylon layers also reduce film curling, a common problem with five- and seven-layer films. Sealant layers also can be thinner in nine-layer films.
Few processors who have invested in nine-layer capability make full use of it. Plastopil, for example, makes only a half-dozen different genuine nine-layer structures, in which each extruder runs a different resin. Most of the time Plastopil runs only five, six, seven, or eight different materials on its nine-layer line. In part, this is done to fill out production by mimicking less sophisticated film structures, but there are also unique advantages.
Extra extruders can create layer ratios that are physically impossible on a five- or seven-layer line—such as a 50% PE film, accomplished by putting the same PE blend in four extruders side by side. Output from a nine-layer line is also higher than from a five- or seven-layer line, processors say, because extruder sizes are more balanced.
Nine-layer film achieves more uniform gauge than a seven-layer line. A nine-layer line without auto die correction reportedly can run a seven-layer structure with ±5% gauge variation, whereas the best control that a seven-layer line could achieve on a similar film structure would be ±6% variation. In fact, Optimum says it gets ±1.8% variation on nine-layer film with auto thickness control, and ±4% without thickness control.
Differences in dies
Most nine-layer dies are stack or pancake-type, but others are spiral-mandrel dies. There are inherent advantages and disadvantages to both types. For example, one common nine-layer barrier structure has at its core a sandwich of nylon/EVOH/nylon, which adheres together without tie layers. Brampton’s pancake dies offer temperature isolation of the layers, which keeps nylon at 450 to 480 F away from sensitive EVOH at 350 to 400 F. Gloucester’s spiral die, however, has no temperature isolation, so the EVOH is in contact with the metal die at nearly 500 F. The spiral die relies on its short residence time to prevent overheating of sensitive resins like EVOH.
The disadvantage of a pancake die is that the horizontal whorl of spirals and the height of the stacked pancakes make a longer flow path than a spiral die. The difference is in the flow length during which all layers—for example, nylon and EVOH—are combined together before they reach the die exit. That distance is 8 in. for a spiral mandrel and up to 18 in. for pancake dies.
A stack die theoretically has the flexibility to change a layer by changing to a pancake optimized for a different resin. In practice, however, this is rarely done. Gloucester’s spiral die makes it harder to change the layer structure, though it is possible. Gloucester’s 20-in. die required reworking a year after it was delivered, when the customer decided to make different structures than those for which the die was originally built.
Some nine-layer dies have flow channels optimized for only two or three different structures. “You optimize for the barrier as a sandwich in the middle with PE-based tie layers. If you run nylon in a channel designed for LLDPE, it will run with lower pressure and less gauge control,” explains Gloucester senior product manager, William Hellmuth. “Or vice versa—if you run LL in a spiral designed for nylon, you end up with more pressure and higher temperatures.”
Other dies are designed to run virtually any resin in any layer. Optimum Plastics specified a nine-layer line with some of the broadest capabilities of any in the market. Optimum runs “extreme-barrier” coextrusions of nylon, EVOH, PP, and even PET. It can run barrier or tie resins in virtually any layer. Optimum runs five groups of structures and about 50 nine-layer products. “Variables include where the nylon is, how thick it is, and 10 different categories of nylon that can be employed,” says William Wright, senior technical director.
Optimum also uses a very tall collapsing frame to cool the nylon, an oscillating hauloff and a flexible winder so that it can wind both soft, stretchy films and stiff films. Optimum uses a customized winder from Reinhold with center, surface, and gap capability and can wind jumbo rolls up to 59-in. diam.
Although IBC is a common tool to increase blown film output, it can’t always be used with nine-layer films. If a nylon layer is at or close to the inside surface of the bubble, IBC could freeze the nylon too quickly so that it doesn’t adhere to the next layer and delaminates. One solution is to use plant air in the IBC instead of chilled air.
Using IBC with nine layers is complicated by the presence of as many as three or four different frost lines. Daniel Joseph, president of D.R. Joseph, a supplier of IBCs, says operators setting up a new nine-layer structure should position the IBC sensors just above the lowest frost line and work up until bubble “breathing” stops.
In general, operators of nine-layer lines have to be very skilled, Joseph adds. “I visit a lot of these nine-layer film plants, and there’s not a lot of turnover with those operators. If you’ve got a lot of turnover, you’ll never keep a nine-layer line running.”
Expensive trial & error
The big problem with developing new nine-layer products is learning which resins have the right flow properties to combine successfully. Putting thin layers of low-viscosity nylon or EVOH next to more viscous polyolefin tie layers can create interfacial instability that results in unsightly waves or zig-zag patterns in the film.
Macro Engineering president Mirek Planeta says flow simulation can save a lot of time in designing nine-layer film products. Macro delivered its nine-layer line for PVDC barrier with Pro/Process simulation software from Bharat Consulting in Mississauga, Ont. With this PC software, which is customized for each Macro film line, the processor enters what resin and thickness it intends to run. Pro/Process predicts problems and offers solutions such as how to change the layer ratio or MI of the materials.
Simulation isn’t always possible, says Plastopil’s Arnautoff, because virtually all materials used in nine layers are blends. Rheological data for resin blends is hard to come by. Small amounts of the blend must be extruded, chopped and tested in a rheometer.
Matching melt elasticity may be as important as matching melt viscosity. “Elongational properties of two side-by-side materials shouldn’t be too different,” says Dr. Karen Xiao, Brampton’s head of rheology. “Resins that are stretchiest may cause interfacial instability when combined with a material that does not like to stretch,” she says.
Even when everything goes right, developing new nine-layer barrier films produces a lot of expensive scrap. That’s why one nine-layer producer will not approve a trial of a new film structure unless the product-development team justifies the cost in terms of the estimated potential market size.
‘Extreme’ material handling
Material-handling systems for nine layers have to be meticulously organized because they may have to handle 30 to 40 different ingredients. Two extruders are usually slightly larger than the others and able to blend five or six ingredients for alloys of polyolefins in bulk layers. The other seven extruders have two to four hoppers each for blending barrier, tie, and sealant resins.
Optimum Plastics labels each of its nine extruders alphabetically and each feeder hose numerically. Bulk extruder A has five hoppers, A1, A2, A3, A4, and A5, which connect to correspondingly marked boxes or silo feeder tubes.
A nine-layer blown film line operating in Canada has an equally elaborate material-handling setup in which layers 2 and 8 are the bulk layers, each with five hoppers on the 2.5-in. extruder, fed from silos or bulk boxes. The other seven extruders (2-in.) have three hoppers each for barrier and tie layers, typically fed from bulk boxes.
Changing resins in such a setup can be tricky. Polyolefins can be changed with little or no purging. But switching from nylon, EVOH, or ionomer to another resin requires careful purging. That purging is done with all nine layers running to avoid losing the bubble. It takes from half an hour to several hours to purge one layer. So that can create a lot of scrap.
The big risk is that a minute amount of nylon—even a few pellets—may be left behind in an extruder switched to PE. Because the PE runs much cooler, the nylon pellet won’t melt but will get stuck somewhere in the flow channels, and then other polymers hang up on it like debris behind a log jam. The stagnant material degrades and sheds black specks. That situation can take several days to a week to rectify.
Changeovers are costly, so processors try to gang production runs so they don’t have to change over more than two or three extruders at a time. But that isn’t always possible.
Reducing scrap is a major problem. The lines have very high output, so a production run of a specialty nine-layer film might take only two or three hours. The changeover to run the next product could take as long or longer. Sometimes less expensive all-polyolefin films can be run to complete the purging of a true nine-layer line.
















Related Content
Why Compression Ratio is Important
Compression ratios have been pretty much standardized over the years, based on what has typically worked before. But there are quite a few variables that must be considered in order to get the optimum performance from your screw.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read More
The Importance of Viscosity in Melting
The calculations required to determine the right melt temperature for each polymer are complicated. Knowing the power-law coefficient and the consistency index of the polymer you run might prove useful.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read MoreRead Next
Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More