
Now You Can Measure Pellet Moisture In the Hopper, in Real Time
Take the guesswork out of drying with new technology.


MoistureMaster is the Novatec trade name for the BryScan 100 moisture analyzer manufactured by BryAir Prokon in Switzerland. It measures actual pellet moisture inline and in real time.

MoistureMaster can be installed below a drying hopper or silo or above a machine throat.
MoistureMaster touchscreen displays real-time pellet moisture content in percent or ppm.
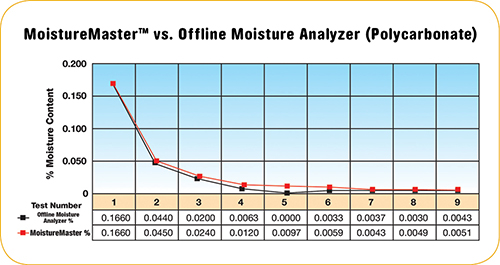
MoistureMaster inline capacitance measurement agrees very closely with offline laboratory moisture testing using the Aboni FMX HydroTracer. Inline moisture measurement is instantaneous and hands-off, while offline manual lab tests can take up to an hour and are very sensitive to operator technique.


It’s time to take the guesswork out of resin drying. Time to stop focusing on the temperature and dewpoint of the drying air and pay attention to what matters most—the actual moisture in the pellets. Don’t wait for offline tests while continuing production of potentially off-spec product. Instead, measure what counts online, instantaneously, as the pellets exit the bottom of the drying hopper. That goal, the “Holy Grail” of resin drying, is available now and will be displayed next month at the NPE2012 show in Orlando, Fla.
Novatec Inc., Baltimore, will introduce the MoistureMaster as a new option for its NovaWheel PowerGuard dryers and NovaWheel central dryers with OptiFlex controls. Integrated with these Novatec dryers, MoistureMaster controls all dryer functions to maintain proper moisture level. It can, however, also be installed on a standalone basis at a machine throat—or at the base of a silo or storage bin—with a dedicated touchscreen control and networking to any PC.



MoistureMaster is based on the new BryScan 100 online moisure sensor developed by BryAir Prokon in Switzerland (patent pending). Novatec is the exclusive dryer integrator for this technology in North America. The system has been running for two years in Europe. It is based on capacitance measurement of the water molecules in the resin. This principle is commonly used to measure moisture in foods and pharmaceuticals, but at much higher levels (1% to 3%) than are tolerable in plastics.
The secret to the new development was hardware and software innovations that increase the measuring sensitivity by several orders of magnitude to detect moisture reliably down to 100 ppm (0.01%) or less. The inventor of the device will be at Novatec’s NPE booth, 2829.
WHY IT’S NEEDED
Most molders follow material suppliers’ recommendations to blow hot, dry air of a specified temperature and dewpoint (typically -40 F) through a hopper-full of pellets for a specified number of hours—and hope that does the job. To go a step further, dryer manufacturers offer systems for measuring the changes in temperature or dewpoint of the air as it passes through the drying hopper—but these still look only at the drying air, not the pellets. Those measurements may correlate with a change in moisture content of the pellets, but do not measure either the initial or final absolute moisture level.
That’s not good enough for customers today in medical, automotive, and other critical applications that require data-driven validation of part quality. For these customers, insufficient drying can lead to property degradation and premature failure, or at least cosmetic flaws. Equally serious, in the case of nylon resins, is overdrying, which can also lead to product failure and cosmetically undesirable color change.
For such critical applications, processors must take pellet samples to the lab at frequent intervals for offline moisture measurements. But these are labor intensive, time consuming (often taking up to an hour), and highly sensitive to operator technique. And they sometimes involve toxic chemicals (for the Karl Fischer method) that require costly disposal. Worst of all, the delay in discovering a case of under- or overdrying can mean segregating a substantial amount of production for regrinding, disposal, or costly sorting of good parts from bad.
According to Novatec, the cost of drying errors in wasted labor, materials, energy, and machine time can easily pay for a MoistureMaster (around $10,000) in about a year or less. “If you include the investment in a high-quality offline moisture instrument and its associated operating costs, the payback will be in less than half that time,” according to Douglas Arndt, drying systems engineer and product manager for the MoistureMaster.
SIMPLE & RUGGED
The MoistureMaster is a cylindrical chamber about 6 in. tall x 3 in. diam, which holds about 1 lb of pellets. It weighs about 18 lb on its own. The device measures continuously, making thousands of readings per second on the average moisture content of the entire mass of resin in the chamber. It can measure up to 3000 lb/hr and is not sensitive to throughput rate.
The controller displays the moisture reading (in percent or ppm), alarm limits, resin type, and temperature. The device is self-calibrating and only needs to be told what resin type is being processed. Novatec has developed calibration factors for 200 materials, 100 of which can be programmed into the device at any one time.
Because capacitance measurement must be corrected for temperature, the device requires input from a single temperature sensor at the base of the hopper near where the moisture measurements are taken. According to Arndt, the MoistureMaster correlates very closely (within 2σ ) to offline lab tests with a Karl Fischer instrument.
“This is bolt-on technology that can be used with any dryer,” says Arndt. “You can monitor moisture content and it will send an alarm if parameters are exceeded so manual adjustments can be made at the dryer. It will also network with a PC for trending and alarms.” Arndt says the device is rugged and not sensitive to machine vibrations.
Among the benefits of using MoistureMaster, Arndt says, “It will help troubleshoot process problems by telling us the material’s actual moisture condition. You’ll be able to restart a machine after downtime with less risk because you will know the resin moisture content. With continuous monitoring, you can observe trends and intervene proactively. You can use it to automatically shut down a process or divert the parts.”
Arndt concludes, “People have been trying to do this for a long time. Ultimately, it can change the way we think about drying.”








Related Content

The Role Barrel Temperatures Play in Melting
You need to understand the basics of how plastic melts in an extruder to properly set your process and troubleshoot any issues. Hint: it’s not about the barrel temperature settings.
Read More
Use Interactive Production Scheduling to Improve Your Plant's Efficiencies
When evaluating ERP solutions, consider the power of interactive production scheduling to effectively plan and allocate primary and secondary equipment, materials and resources on the overall production capacity of the business and conclude that this is a key area that cannot be overlooked.
Read More
What Makes for 'Perfect' Control in Tubing Extrusion?
Extrusion is nothing without in-process measurements. But what you do with those measurements can mean everything to transforming yields and profitability.
Read More
Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so the barrel appears to be turning clockwise around a stationary screw.
Read MoreRead Next

For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More
