
One Method Can Diagnose Six Main Causes of Bad Parts
World-class lean-manufacturing principles and total quality programs will not necessarily prevent an injection molder from making occasional bad or suspect parts.



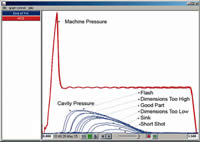
Overlaying pressure-vs.-time traces for several shots shows that consistent machine conditions do not necessarily result in consistent cavity conditions. Here the machine hydraulic pressure is consistent from shot to shot while the cavity pressure varies dramatically, which can produce a range of defects.
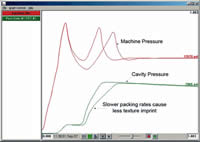
The cavity-pressure curve reveals the cause of changes in part texture or gloss: Slower packing gives the melt more time to cool, making it harder to pack into the mold texture.
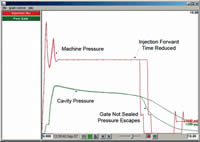
Melt escapes from the gate area if packing pressure is released before the gate is sealed, resulting in sinks, warpage, or smaller dimensions. Here, the shape of the cavity-pressure curve well after the peak-pressure point reveals gate leakage.
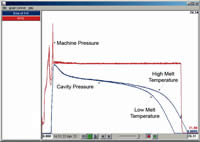
Here again, the shape of the post-peak cavity-pressure curve tells the story: Higher melt temperature results in more time for the melt to cool and shrink, releasing cavity pressure. This can cause changes in the degree of crystallinity, resulting in warpage or improper dimensions.
World-class lean-manufacturing principles and total quality programs will not necessarily prevent an injection molder from making occasional bad or suspect parts. Inherent variability in the molding process makes all molders vulnerable to producing some rejects.
Molders we have questioned worldwide during training sessions or seminars say the six most common causes of bad parts are short shots, flash, sinks, voids, dimensional problems, warpage, and variations in texture—usually in that order. These problems can be traced directly to molding process variations. Each problem can have one or several sources. Flash, for example, can have over a dozen different causes. And the variations may not be easy to spot right away because the molding machine’s display screen can show machine conditions to be holding steady. This is because the causes of the problems ultimately relate to changing conditions in the mold, not the machine. Finding the root cause of the problem quickly is critical.


Fortunately, molders can more reliably detect conditions that are likely to produce bad parts, and can gain insight into the causes of the problems, by monitoring one major aspect of the molding process: mold-cavity pressure. Cavity-pressure sensors placed strategically in the mold can provide a real-time view of what the molten polymer is experiencing.
Some of the uses of cavity-pressure sensing are more widely known and understood, and some may be less so. Perhaps the most widely used parameter is the peak cavity pressure at the end of fill, which can indicate the presence of short shots, flashing, sinks, voids, and dimensional variations even before the mold opens. The connection between cavity pressure and surface gloss or texture variation may be a little less obvious. Probably an even less familiar parameter is the shape of the cavity-pressure curve during the holding phase, which can help detect cooling variations that can lead to warpage or other dimensional changes in semi-crystalline materials.
Uses of peak pressure
A molder’s biggest complaint is typically the short shot, defined as zero pressure at the end of fill. If the cavity fills and packs to a designated pressure at the end of the cavity, a 100% filled part will result. Most molds require a cavity pressure of at least 20 MPa (3000 psi) at the end of fill to create a fully packed part. Molders can set an alarm on cavity pressure to detect a low-pressure condition. This alarm can be used to alert the operator and/or reject the part. Our experience has shown that sensing hydraulic pressure or melt cushion is less valuable—it can be rock steady from shot to shot even though the cavity pressure varies considerably. This is particularly true with hot-runner molds.
Sinks and voids result from localized under-packing of the cavity or the lack of a gate seal. Placement of cavity-pressure sensors in the vicinity of the problem areas and/or the gate can expose the lack of sufficient pressure.
The opposite condition—overpacking—is just as readily detected by cavity-pressure sensors. Excessive cavity pressure can result in flashing, dimensional changes, warpage, and parts sticking in the mold, which can lead to tool damage.
Here’s another rule of thumb: During packing, the melt is compressed between 0.75% and 1% per 7 MPa (1000 psi). In other words, if the cavity pressure in a critical area of a part changes by 7 MPa, the dimensional area will vary about 1%. Crystalline resins can vary even more.
The shape of the curve
Peak cavity pressure is just one valuable data point that can diagnose several common problems. But it can also be revealing to monitor the shape of the cavity-pressure curve leading up to the peak pressure point—and afterward. Lack of gate seal, noted above, is one example.
Changes in part surface gloss or texture often relate to the cooling of material in contact with the mold wall prior to complete packing. The longer the material cools before packing, the harder it is to pack it into the texture on the mold surface. This delay can be seen on the cavity-pressure curve. Controlling the rate of packing can greatly improve texture consistency from shot to shot.
Dimensional variations and warpage in semi-crystalline materials are often related to changes in part cooling. These problems can occur even though the peak cavity pressure is consistent. Variable mold cooling caused by changes in water temperature, flow rate, or plugged water lines can cause such problems. If cooling varies, the shape of the curve of cavity-pressure decay after packing will also vary, since it changes the rate at which the material shrinks away from the mold. Hence, monitoring the cavity-pressure profile after peak pressure can provide valuable information about the process.
Pressure conditions inside the mold cavity directly correlate with part quality. By monitoring the process before the mold opens, molders can move away from reliance on “sampling and sorting” their way to product quality and can gain a better understanding of their process.
Mike Groleau is head of the Consulting and Training Group of RJG Inc., Traverse City, Mich., where he has worked since 1995. He has extensive experience in cavity-pressure data analysis, process-control strategies, and design of experiments (DOE) for injection molding He can be reached at (231) 947-3111 or by e-mail at mike.groleau@rjginc.com












Related Content

What to Do About Weak Weld Lines
Weld or knit lines are perhaps the most common and difficult injection molding defect to eliminate.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
How to Stop Flash
Flashing of a part can occur for several reasons—from variations in the process or material to tooling trouble.
Read More
How to Optimize Pack & Hold Times for Hot-Runner & Valve-Gated Molds
Applying a scientific method to what is typically a trial-and-error process. Part 2 of 2.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
Troubleshooting Screw and Barrel Wear in Extrusion
Extruder screws and barrels will wear over time. If you are seeing a reduction in specific rate and higher discharge temperatures, wear is the likely culprit.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More