
The Fundamentals of Polyethylene – Part 2: Density and Molecular Weight
PE properties can be adjusted either by changing the molecular weight or by altering the density. While this increases the possible combinations of properties, it also requires that the specification for the material be precise.
.jpg;width=70;height=70;mode=crop;format=webp)



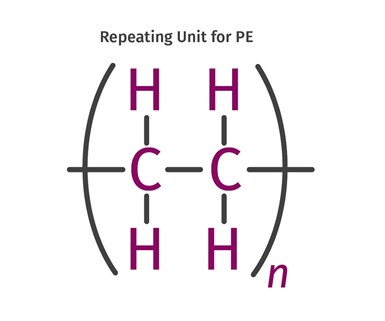
Shown here is the structure of the repeating unit that makes up the PE chain. These building blocks have a molecular weight of 28 g/mole.
The properties of molecular weight and density provide for a very wide range of performance within the polyethylene family. Molecular weight is a property that is universally important. In all polymers, the relationship between higher molecular weight and improved performance is well established.
The short-term property that provides the best correlation to molecular weight is ductility, often referred to colloquially as toughness. The higher the average molecular weight of the polymer the more impact resistant it will be. It may be difficult to confirm this relationship by referring only to data-sheet properties, since impact properties are most commonly measured only at room temperature and at a fixed velocity using a notched specimen. Factors such as processing conditions and gate location in the mold used to produce the test specimens can also influence the results of even this narrowly defined set of tests.


But a broader approach to assessing ductility that includes measurements of elongation at break in a tensile test and determinations of a property known as the ductile-to-brittle transition temperature will demonstrate the relationship between average molecular weight and ductility. A closer examination of the relationship between molecular weight and performance shows that a wider range of properties improve with increasing molecular weight. These include fatigue resistance and environmental stress-crack resistance (ESCR).
Molecular Weight
Fundamentally, molecular weight is a function of the length of the polymer chains that make up the material. Longer chains contain more of the building blocks that make up the compound. The accompanying figure gives the structure of the repeating unit that makes up the PE chain. These building blocks have a molecular weight of 28 g/mole. In order for a material to exhibit the properties typically associated with polymers, the length of the chain must reach 550-700 repeating units. This is the value of the “n” in the figure and provides a molecular weight of 15,000 to 20,000 g/mole.
But this is the minimum requirement, and if it is necessary to improve performance, longer chains are needed. The upper end of the scale for PE is a class of materials known as ultra-high-molecular-weight polyethylene (UHMWPE). In order for a material to qualify as a UHMWPE, the average molecular weight must reach a minimum value of 3 million g/mole, requiring over 100,000 repeating ethylene units in each chain.
The properties of UHMWPE are beyond those that can be obtained with lower-molecular-weight grades. Unfortunately, with increasing molecular weight comes increasing melt viscosity. The melt viscosity of UHMWPE is so great that processing options are limited to ram extrusion of very thick sections and machining. For injection molding, conventional extrusion, and blow molding, the materials at the high end of the performance spectrum have average molecular weights in the 1-2 million range.
Material suppliers offer a wide range of grades tailored to different markets. At the lower end of the molecular-weight spectrum are materials designed to fill thin-wall products that must perform for only a short period of time. As we will see later, all commercial polymers are made up of a mixture of chain lengths, therefore a complete understanding of how a particular grade of material is created involves a measurement of this molecular-weight distribution. However, making these measurements is somewhat time-consuming and expensive and requires very sophisticated instrumentation. So, the industry has come to rely on a property known as melt flow rate or melt index. This is a simple test performed under carefully specified conditions that provides a rate of flow.
With increasing molecular weight comes increasing melt viscosity.
This rate of flow is understood to be related to the average molecular weight of the material. A high melt flow rate reflects a low average molecular weight while low melt flow rates are associated with higher average molecular weights. UHMWPE tested under these conditions does not flow at all. But most commercial PEs will have a measurable melt flow rate that will be provided on the data sheet.
Most PEs are tested using a temperature of 190 C (374 F) under a constant load of 2.16 kg (4.76 lb). High-flow materials for thin-walled injection molded products tested at these conditions may have melt flow rates as high as 200 g/10 min. Materials for blow molded bottles that must have optimal impact resistance will have melt-flow values less than 1 g/10 min, often referred to as fractional-melt materials. Materials at the very high end of the molecular-weight spectrum, but not classified as UHMWPE, do not flow appreciably under these conditions and therefore use a second test condition that employs the same temperature but a load that is 10 times greater, 21.6 kg (47.6 lb).
Under this higher load these high-molecular-weight materials will produce a measurable flow rate. This particular version of the test is called the high-load melt index (HLMI) and it is important to take note of how the number on the data sheet is measured. Many years ago, a colleague of mine ran into a significant processing problem when his material supplier shipped him a grade with an HLMI of 18 g/10 min instead of the standard melt index of 18 g/10 min that they had ordered. The specified material was used to produce a relatively large pail. The HLMI material barely flowed through the sprue bushing.
In all other polymers, molecular weight is the property that we manipulate in order to change the balance between performance and processability. Ductility can be improved by incorporating impact modifiers. However, these additives will reduce other performance characteristics such as strength and modulus and related long-term properties such as fatigue resistance. Molecular weight is the one property that improves impact resistance without these sacrifices.
Density
But in PE, there is another tool that allows us to change the balance of properties without altering composition: density. Density is a function of the shape of the polymer chains, not their length. High-density polyethylene is composed of chains that are relatively linear and contain few branches. These chains can pack close together, creating stronger attractive forces between the chains that result in greater strength, stiffness and heat resistance. Lower-density PE grades contain a greater number of branches. These branches may be relatively long or they may be short, depending on how the material is produced. Manufacturers of PEs have gained a very high degree of control over these parameters using the different catalysts that we referred to in last month’s article.
In PE, there is another tool that allows us to change the balance of properties without altering composition: density.
But there is a good deal of confusion within the industry regarding the manner in which molecular weight and density are related. Molecular weight refers to the size of the individual polymer chains, density refers to the spacing between those chains. Consequently, these two properties can be varied independently. Some years ago, I attended a conference where a presenter talking about polyethylene materials told those in attendance that high-molecular-weight PEs have high density and low-molecular-weight materials have low densities.
Unfortunately, this is wrong. Two grades of material can have the same average molecular weight but different densities and two grades of material with the same density can have different average molecular weights. This means that the properties of PEs can be adjusted either by changing the molecular weight or by altering the density. This increases the possible combinations of properties, but it also requires that the specification for the material be precise.
In our next column we will focus on the role of density and show some examples of the problems that can arise when we don’t get it right.
About the Author: Mike Sepe is an independent, global materials and processing consultant whose company, Michael P. Sepe, LLC, is based in Sedona, Ariz. He has more than 40 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting, and failure analysis. Contact: (928) 203-0408 • mike@thematerialanalyst.com.








Related Content

Polymerization Made Simple: Basics for Understanding Plastic Behavior
Why knowing how polymers are made helps you work smarter with plastics.
Read More
Polymer Science for Those Who Work With Plastics: Molecular Weight — What It Is and Why It Matters
Molecular weight might seem like an abstract concept, but it plays a crucial role in determining the behavior of plastics during processing and in their final applications.
Read More
Polymer Showdown — PPO vs. PA66: May the Best Material Win
Second in a series, an expert from plastics engineering consultancy The Madison Group pits leading thermoplastics against each other to see how they differ in processing characteristics, chemical resistance, thermal and mechanical performance, and more.
Read More
Polymer Science for Those Who Work With Plastic — Part 1: The Repeat Unit
What are the basic building blocks of plastics and how do they affect the processing of that material and its potential applications in the real world? Meet the repeat unit.
Read MoreRead Next

The Fundamentals of Polyethylene – Part 1: The Basics
You would think we’d know all there is to know about a material that was commercialized 80 years ago. Not so for polyethylene. Let’s start by brushing up on the basics.
Read More
Polyethylene Fundamentals – Part 4: Failed HDPE Case Study
Injection molders of small fuel tanks learned the hard way that a very small difference in density — 0.6% — could make a large difference in PE stress-crack resistance.
Read More
Fundamentals of Polyethylene – Part 3: Field Failures
Polyethylene parts can fail when an inappropriate density is selected. Let’s look at some examples and examine what happened and why.
Read More