


Defects caused at the very end of the production chain are always the hardest to swallow. You’ve added your raw materials at just the right ratio, your extruder’s specific energy is just right, and then when you go load a railcar or box, your products are full of streamers (aka snakeskins).
In a perfect world, you’d notice the problem two weeks before the order is due and respond by assembling a team of your brightest coworkers to do a fully detailed root cause analysis and quickly and efficiently implement a capital project to resolve the issue.



In the real world, you’ll get a call from your manager five minutes before you’re going to leave for the day with a “request” to come up with a solution ASAP. Because if you don’t, you’re going to lose your company’s biggest customer as this order is already two days behind schedule. You know there are multiple root causes, but you need a solution … and you need it now.
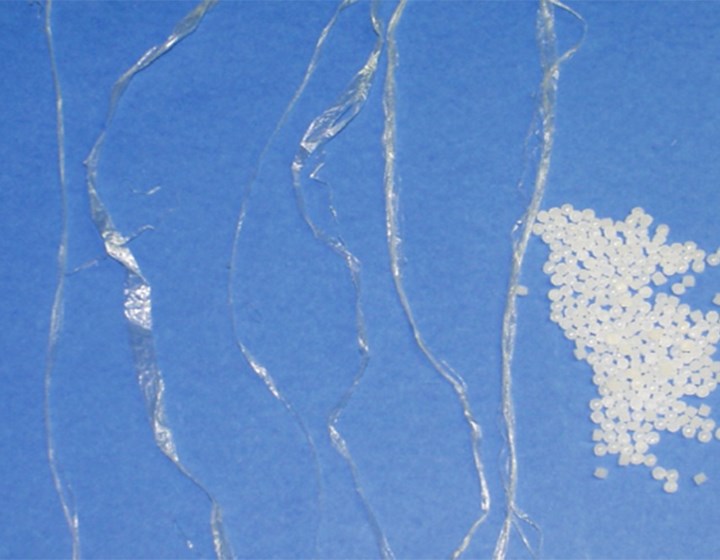
Streamers can be caused by a variety of things, usually related to pellet or air temperature or air volume. And in the real world they typically are encountered at the worst possible time. (Photo: Pneuvay Engineering)
There have already been a number of articles on the root causes of streamers published in Plastic Technology and elsewhere. Here are a few of the most common causes:
• Pellets are too hot;
• Air is too hot;
• There is too much air;
• Something is amiss with conveying-line piping and elbows.
Let’s explore some of the solutions—in order from least expensive to costliest; when you have a budget of $0 and don’t have any time to fix an issue, sometimes you have to start with the most cost-effective knee-jerk solution and work your way down.
Solution 1: Adjust Solids-to-Air Ratio with Bleed-Off Valve
Bleeding off excess air that’s not necessary to convey your pellets is by far the easiest solution if you find yourself creating streamers during transfer from one bin at ambient temperature to another.
If you have a bleed-off valve or VFD on your blower motor already installed, it’s a zero-cost option to lower the amount of air used to convey pellets. If you have a threaded connection somewhere in the conveying pipe, you can institute this solution with roughly $200 worth of threaded fittings.
Why would this work? Every solid particle has a certain amount of air velocity needed to keep it suspended in air, called the “saltation velocity.” Think of it as the minimum velocity of air required to convey a material. If the velocity is too low, then the pellets drop out of the conveying air and plug up your pipe.
If you use too much air, the pellets will rub against the pipe wall to create streamers.
When a dilute-phase blower is sized, the OEM usually oversizes it just to make sure it has enough “oomph” to get pellets from point A to point B. Then the engineering company gets the design and oversizes it a bit more to make sure they don’t get in trouble. Then the project engineer oversizes it and the cycle continues. This usually leaves you with a blower that is much stronger than you need to convey pellets.
This can lead to streamers if your solids-to-air ratio is too high. If you use too much air, the pellets will rub against the pipe wall to create streamers. If you lower the amount of air used to convey pellets, the pipe will be filled with more pellets and instead of rubbing against the pipe, they’ll rub against other pellets, which are much softer and less likely to create streamers.
So, after you’ve calculated your pellets’ saltation velocity and compared it with the air velocity you’re getting from your blower, you can play around with it and see whether this option eliminates or alleviates your problem.
Solution 2: Cool the Pellets More
This is the most obvious answer if you see streamers tied to pellet temperature being too high. You can reference a previous past article on calculating how long a water bath you should use to cool pellets, or consider other ideas on water-bath temperature, including:
• Decreasing water-bath temperature;
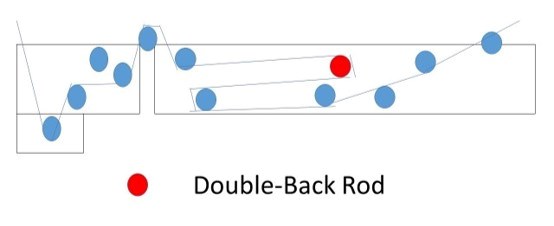
• “Double-backing” strands to increase water-bath length;
• Changing die hole size, if it’s an option (smaller strands are easier to cool than thicker ones);
• Deploying evaporative cooling (i.e., spray nozzles or spray bars on the water bath).
If you’re in a pinch and you have a strand-pelletizing system, double-backing the strands with a spare set of water-bath rollers is a quick, easy and cheap way to increase pellet cooling. All that’s needed is a drill and a spare set of strand rollers and you can almost double the length of your water bath with two holes in the side runners of the bath.
Solution 3: Streamer Screener
If those first two solutions didn’t work out for you as a short-term fix, then you’ve reached the phase where you have to mitigate the effects of the problem instead of being able to eliminate it.
The best way to mitigate this problem is with a homemade streamer screener. The cheapest option is to get a mesh screen or hardware cloth from a local hardware store and fasten it to the chute out of which the pellets come. If you have a little more time, have a mechanical contractor make a streamer screener that can fasten onto the chute that pellets come out of in order to catch streamers.
This is the least preferred method, as you haven’t eliminated the root cause of streamers and your operators will abhor this as they will constantly have to start and stop pellet transfers to clean the screen. But if you’re in a bind and this is all you can do as a temporary solution, then this is what you can do.
Of course, if you have time, here are some other tactics to eliminate your streamer issue that require some investment.
Solution 4: Air-to-Air Heat Exchangers
Using an air-to-air heat exchanger is another cost-effective option to help deal with too high a blower outlet temperature. After looking at the cost of the heat exchanger, piping changes, and electrical, you could be in the neighborhood of $10,000 to $25,000, depending on your situation.
Keep in mind that most dilute-phase blowers will raise the air temperature by 100° F all the way up to 200° F in some cases. So, if your ambient air is already at 100 F, then you now could be using 300 F air to convey pellets. Every type of plastic has a softening point, and you want to remain about 20° F below that, so if you’re using 300 F air to convey pellets that should be conveyed with at most 160 F air, then you’re going to get streamers.

An air-to-air heat exchanger is another cost-effective option to help deal with too high a blower outlet temperature. (Photo: Xchanger)
Installing an air-to-air heat exchanger is a great way to cool the air before it reaches the pellets. From experience, Xchanger brand heat exchangers are very effective, not only from a performance standpoint but also from an operational cost perspective.
Solution 5: Specialty Elbows and Shot Pinging
Certain types of elbows can cause streamers if they’re not the right shape. For example, some long-radius elbows can cause streamers to form as the pellets glide along the elbow. This option should be looked at in later stages of analysis because if your pellets or air are too hot or you’re using too much air, then changing out elbows won’t solve your problem.
There’s a multitude of specialty elbows available in the market. Each works the same way, trying to prevent pellets from hitting the elbow’s steel and instead hit other pellets as they make their way to their destination.
These have been most successful in mitigating abrasive wear (e.g., from fiberglass-filled pellets) as opposed to preventing streamers, but they do help. The problem is that if you’re trying to replace every elbow (and possibly every flange on every elbow connection), this can get expensive quickly. Coupled with long lead times, this should be evaluated carefully.
Tied to this is shot pinging, which makes tiny divots in the piping so that instead of the pellets rubbing up against the side of the pipe, the divots would cause the pellets to bounce off the sides of the pipes easier. This is not a cheap option or one with a fast lead time.
Solution 6: Change the Transfer System
This is the nuclear option. If you’ve done all you can to tweak the process and piping, the only way to go is to change to a dense-phase or conveyor system.
Having a large bucket elevator will be the cheaper way to go, but it will still be a capital project with electrical and mechanical work involved. If you’re worried about cross-contamination, which would lead you to more than two bucket elevators, you should seriously consider a dense-phase conveying system.
ABOUT THE AUTHOR: Bruce Spencer III is a professional engineer with many years of experience resolving engineering and production-related challenges related to extrusion. He is the owner of Valiant Phoenix Engineering. He has held various positions in the plastics industry over his career, including EHS, process engineering and production roles. Contact: info@valiantphoenix.com
Related Content

Bulk-Bag Filler Can Accommodate Wide Materials Range
Suited for powders, granules, pellets, and other bulk materials, even materials with high bulk densities.
Read More
‘Digitalization’ – Awkward Term for a Vital Concept
At K 2022, 85 machines from 40 companies showed off their Industry 4.0 capabilities via OPC-UA interface. A new universal interface for Material Supply Systems was revealed at the show.
Read More
Ensign Expands Assembly Plant
Supplier of range of auxiliary equipment adds space to meet customer demands.
Read More
Need a Better Way to Convey Powders from Point A to Point B?
Vacuum conveying systems for powders and difficult-to-convey materials involves a starting point and a destination where hazards need to be avoided along the way. Here are the top 10 tips to design a system to maximize movement and minimize dust exposure.
Read MoreRead Next

Keep Dust and Angel Hair Out of Your Process
Angel hair, fines, and dust can adversely impact any type of plastics production—from resin manufacturing itself to molding and other processes. Here’s how to solve it.
Read More
Follow These Steps to More Efficient Central Pneumatic Conveying
Depending on when you bought and installed it, there are ways to tweak your central pneumatic conveying system to improve its performance and save you some money.
Read More
Clean Conveying Cuts Costs and Enables Efficiency
Focus on three key areas when moving material for better-quality parts and less downtime.
Read More