
V-to-P Ramp Time and Over-Travel
Many injection machines use ramp time to control the transition from injection pressure to hold pressure and reduce over-travel. Do you know how to set yours?




If you have read my columns, you know how important I think it is to understand how the injection molding machine you are working with is programmed and how it reacts. Many injection machines have settings that can impact the machine-independence of your process, and you may not even know they are there.
Some of these settings can be manipulated by the molder, but others cannot. One setting that can hinder your ability to produce acceptable product and can also make it nearly impossible to replicate your process in another machine is V-to-P ramp time. Machine manufacturers use ramp time to control the transition from injection pressure to hold pressure.



The manufacturers’ goal is to reduce over-travel as much as possible, where over-travel represents quick pressure drops that push the process below the hold-pressure setting. This is due to the time it takes the machine’s hardware to communicate and the quality of that hardware. The control CPU and valves communicate in fractions of a seconds, but the milliseconds it takes for the CPU to tell the valve to open or close and then the milliseconds it takes for the valve to mechanically carry out this action can be enough to cause over-travel.
This is why we see the sudden drop in pressure below the hold-pressure setting. And the faster the fill time, the more likely this is to happen. Frankly, we anticipate this over-travel as processors, and compared with the alternative and the impact it can have, many of us prefer it.
When V-to-P ramp time is added, it allows the injection pressure to taper off gradually over a set time after the V-to-P transfer position has been achieved. So a molder might set the V-to-P ramp time for 0.50 sec, which means that for a half a second, the machine tapers off the injection pressure until the desired hold-pressure setting is achieved after transfer. Figure 1 shows an example.
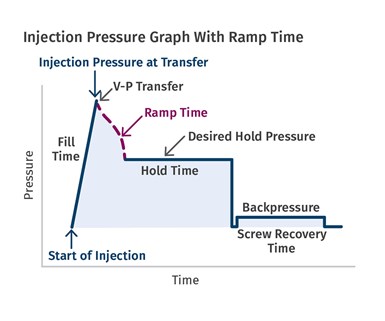
FIG 1 Graph of the injection pressure shows the effects of ramp time after travel. There is no over-travel, but the pressure remains significantly higher than the desired hold pressure.
One of the challenges with V-to-P ramp time is if your part is 95% to 99% full and then transfers to pack pressure, instead of the pressure dropping sharply at the set transfer point, it stays high and slowly drops to the hold-pressure setpoint. This could absolutely cause you to flash your mold. When we set up our transfer position, we typically do it with our hold pressure and/or hold time set to zero. So a machine, even with this V-to-P ramp time, will give us the sharp drop-off we are looking for because it is heading to zero pressure either way.
Anytime we use the word “guess” when talking about process development, it is never a good thing.
This is a problem, because once I turn my hold pressure and/or time back on, the machine now ramps the V to P gradually; and at 95% to 99% full, the injection pressure remains high, and I flash my mold before I get near my hold-pressure setting. This puts molders in an awkward position. They now have to make adjustments to the transfer position to essentially guess where the 95% to 99% fill position would be with the V-to-P ramp to make sure that the mold is not flashed again. Anytime we use the word “guess” when talking about process development, it is never a good thing.
The V-to-P ramp itself is almost acting as a fill/pack stage after the transfer position has been achieved. If you have the ability to set the V-to-P ramp time to zero, I always recommend doing so. If the machine doesn’t allow for a zero setpoint, I recommend using its lowest setting. In the future, if the mold must be moved to a different machine, it is critical that one matches the pressure- curve template from the home machine. For the process to be properly moved from one machine to another, the transition from V to P must be equivalent.
Know Your Machine
We have discussed a V-to-P ramp time that the end user could set, but there are some machine manufacturers that have this setting hidden, requiring service-technician-level access to change. Other machines don’t even allow it to be modified. I understand the machine manufacturers’ rationalization for doing this, but I can’t say I agree with it. Ramping like this can extend the life of a valve, especially if the valves are of lower quality.
Ramp time can also make injection-pressure and hold-pressure outputs appear more repeatable shot to shot. It is much easier to hit your hold-pressure setting if you ease down to it. That said, is it what is best for the process and part quality? Does it make it more difficult to reproduce this process in other machines?
If I develop a process on a mold in a machine that has a preset ramp time for V to P, I must replicate this same pressure curve if I need to move the mold to a different machine. If this alternate machine doesn’t have the ability to modify the V-to-P ramp time, it is impossible for the processor to run the same process in the new machine. The machine-independence of our process has been compromised.
Over-travel is a reality of molding, and as processors we understand why it is there.
Over-travel is a product of how quickly the machine can send and receive signals and the time it takes for the mechanical movements to be executed. The time it takes for this all to happen is insubstantial but it does influence our process. Over-travel is a reality of molding, and as processors we understand why it is there.
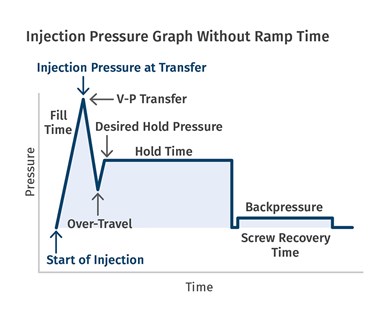
FIG 2 This graph shows the over-travel that will present on most machines after transfer. Even with the over-travel, the transfer from filling with velocity to packing with pressure is achieved closer to the desired setpoint.
I see the pressure curve in Fig. 2 as picture-perfect, and although it has over-travel, it is something we should be able to repeat shot to shot and run to run. It is predictable; there is no need to guess when our parts have achieved their desired fill percentage. It is a curve that will contribute to a machine-independent process. A process that is both robust and repeatable.
About the Author: Robert Gattshall has more than 22 years’ experience in the injection molding industry and holds multiple certifications in Scientific Injection Molding and the tools of Lean Six Sigma. Gattshall has developed several “Best in Class” Poka Yoke systems with third-party production and process monitoring such as Intouch Production Monitoring and RJG. He has held multiple management and engineering positions throughout the industry in automotive, medical, electrical and packaging production. Gattshall is also a member of the Plastics Industry Association’s Public Policy Committee. In January 2018, he joined IPL Plastics as process engineering manager. Contact: (262) 909-5648; rgattshall@gmail.com.
















Related Content

Are Your Sprue or Parts Sticking? Here Are Some Solutions
When a sprue or part sticks, the result of trying to unstick it is often more scratches or undercuts, making the problem worse and the fix more costly. Here’s how to set up a proper procedure for this sticky wicket.
Read More
How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
Understanding Strain-Rate Sensitivity In Polymers
Material behavior is fundamentally determined by the equivalence of time and temperature. But that principle tends to be lost on processors and designers. Here’s some guidance.
Read More
Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read MoreRead Next

Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More