


Consumer packaging, beverage bottles, jerrycans, drums, automotive parts—all were in evidence among the blow molding exhibits at K 2019 in October. Special technologies on display included foams, barrier co-injection, and digital printing on blown bottles. There was also growing emphasis on remote monitoring and data acquisition from blow molding operations.
In addition to the details presented below, see our K Show preview in September and Keeping Up items in September and November for additional news from companies such as 1Blow, Agr International, FlexBlow, Jomar, Kautex, Nissei ASB and ST Blowmoulding.


Foam Bubbles Up
Interest in foam extrusion blow molding continues to percolate, according to at least three exhibitors at K. Kautex emphasized a three-layer “green” bottle blown from sugarcane-based HDPE from Braskem, which had a core layer of foam comprised of 70% PCR from the same biobased PE. Using Kautex’s ReCo3 coextrusion technology on a KBB60D all-electric machine with seven parisons, the 39 g bottle had a core layer with 12.5% density reduction that constituted 60% of the bottle wall thickness, between two solid layers comprising 20% each of the total wall. Foaming was achieved by injecting nitrogen gas between the screw and die head, accompanied by a mixing device and addition of a nucleating agent to the PCR. Compared with a similar monolayer solid bottle, overall weight reduction was almost 19% while maintaining the same cycle time, same overall bottle cost, and slightly improving topload strength.

Pursuing the “green” theme at K, Kautex molded containers entirely out of biobased HDPE from Braskem, including the center foam layer. Kautex’s foaming technology injects nitrogen gas between the screw and the die head, in this case achieving almost 19% overall weight reduction while maintaining the same cycle time and slightly improving topload strength.

Trexel reported an upsurge in interest in MuCell foam for blow molding automotive ducts.
Meanwhile, W. Müller, the well-known maker of extrusion heads, has been working on foam for several years and with its first customer for about a year. Cimplast S.A.C.I. in Paraguay is using Müller’s foam technology in 20-liter jerrycans for pesticides made from Braskem’s “green” PE. Müller’s technology involves injecting nitrogen gas directly into the head. Officials at W. Müller say work is ongoing to optimize drop-test results, but they think that, ultimately, Latin America might be their biggest market for foaming technology.
A third advocate for foam blow molding at the show was Trexel, which saw “a lot of activity last year” in use of its MuCell microcellular foaming technology for automotive ducting of HDPE or PP. Weight reduction is in the range of 30% to 50%. According to Trexel, interest in foaming was accelerated by its recent development of the Tip Dosing Module (TDM), which allows use of existing screws rather than a specially modified version (see June Keeping Up). This, together with use of a downsized B-series pump, allows for low-cost implementation of MuCell technology in continuous-extrusion blow molding.
Injection & Co-injection Blow
On display from the “new” Uniloy, now independent of Milacron, was the company’s own barrier co-injection technology for injection-blow molding. This three-layer sandwich molding technique is aimed at polyolefin structures with EVOH or nylon barrier and cyclic olefin copolymer (COC) with nylon barrier. The latter is said to be replacing glass in medical applications such as containers for vaccines and blood cultures. (Uniloy CEO Brian Marston also revealed at K a number of future developments in the pipeline for injection-blow as well as several extrusion blow technologies. See last month’s Starting Up.)
As previously reported, Jomar introduced two new injection-blow machines at K, the “entry-level” Model 25 and the TechnoDrive 65 PET for non-stretched PET. Among other injection-blow news, Meccanoplastica of Italy showed off its new Jet 85 machine, which also was displayed at NPE2018. This 85-ton model is an intermediate size in the three-station, all-electric Jet series, which extends from the Jet 55 to Jet 120. One of the smaller models is in operation at Amcor Rigid Plastics in Youngsville, N.C., and one of the largest size is used by Drug Plastics in Boyertown, Pa.
Another Italian producer, Magic MP, launched its first injection-blow machine, the first of a new all-electric series. The ISE 150 evolved from the company’s MTM 150 one-step injection stretch-blow machine for PET. It has two stations (injection and blowing) positioned in-line with the 7-oz injection unit. Injection clamp force is 16 tons. Parisons are oriented vertically. Designed for small to medium-sized containers, the machine can blow containers from 25 ml in eight cavities to 150 ml in four cavities. Energy consumption is said to be from 4.3 to 6 kW.
Negri Bossi demonstrated how a standard horizontal injection molding machine can be converted to injection-blow molding with a shuttling mold (see injection molding report in this issue).
Ossberger of Germany showed the newest version of its Pressblower system, a unique combination of injection and extrusion blow molding. Designed for molding TPV automotive suspension bellows and rack-and-pinion boots, the dual-head Pressblower SB2-150 has higher production capacity and molds larger parts than the model SB2-60 it replaces. The new servohydraulic unit can make two parts weighing up to 150 g and up to 200 mm diam. At the show, it molded two 65-g parts in 11.5 sec, for 620 parts/hr. Ossberger is represented here by FGH Systems.
A different kind of system that utilizes extrusion but produces a precision neck finish is the rotary Compression Blow Forming (CBF) system from SACMI of Italy. Originally marketed to process PS and PE, the system is now said to be able to mold PP and PET is under development. Stretch rods can be added to the basic process. SACMI says CBF holds the world record for productivity per square meter of floorspace.
Extrusion Blow Big & Small
In extrusion blow shuttle machines for packaging, Bekum showed off several new developments. One was the prototype of a new all-electric series, called the Concept 808 (see September Keeping Up). It has a clean new look, new control system, large 24-in. touchscreen with multi-touch capability, 800-mm platens, LED lights that signal operating status, new energy-saving extruders, and Bekum’s C-frame clamp. The new Bekum Control 8.0 is described as “Industry 4.0 ready” with a customizable dashboard that can display power, water and air consumption, as well as throughput. Remote maintenance via encrypted VPN and cloud connection is also available.
Jerrycans continue to be a major target for machine development.
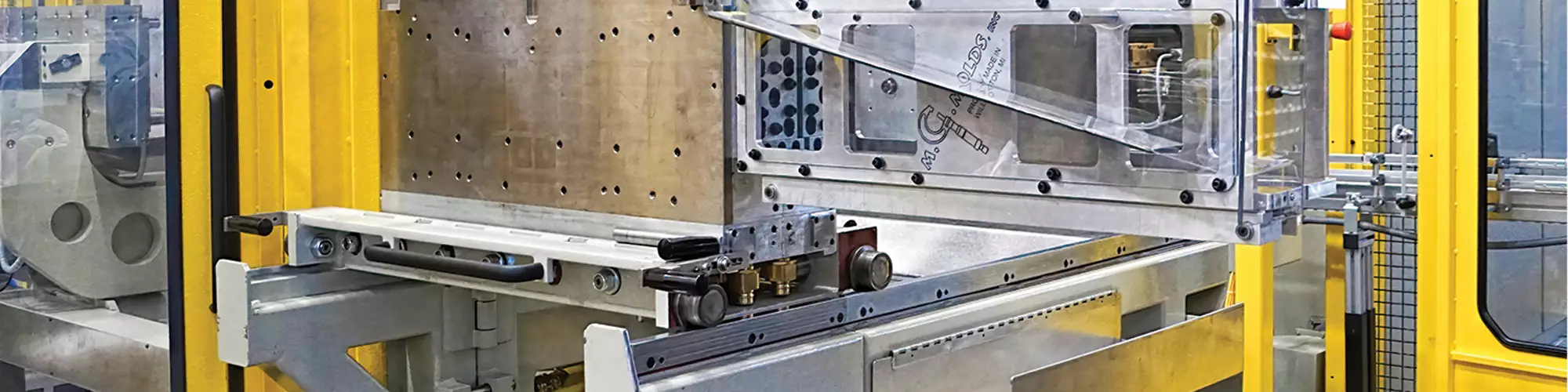
At K, the machine was displayed with optional quick-change magnetic mold clamping—possibly a first for blow molding, Bekum says—that allows changing molds and blow pins in 15 min per clamp unit, without tools. An integrated roller table allows mold removal from the front or side. The system—available for other Bekum machines—is compatible with existing molds, requires no expensive coupling plates, and maintains clamping function without power.

Bekum’s new Concept 808 shuttle machine debuted with optional magnetic quick mold clamping—possibly a first in blow molding—which allows changeover of molds and blow pins in 15 min per side.
Also available for other machines is Bekum’s new HiPEx 36D servo-electric extruder series. They boast up to 20% energy savings, higher output than standard 24D extruders, gentler melting and better mixing (good for processing reclaim, Bekum says), and high melt homogeneity.
Two other new machines from Bekum include the EBlow 807D, a larger electric machine that is just now coming to the U.S., where it will be used to produce six-layer gasoline jerrycans. It’s 55-ton clamp accepts 1060-mm mold width. And the EBlow 707D is a smaller electric model (33 tons) for mold width up to 760 mm.
Bekum also announced that it is expanding its machine assembly area and office space in Williamston, Mich., in order to reduce lead times. The project is slated for completion mid-to-late 2020.
Kautex showed off the latest evolution of its all-electric KBB series, the KBB evo. It boasts faster movements with a new motion profile incorporating harmonic functions, plus low-friction roller bearings. Improved diagnostics are said to monitor performance and reduce downtime. And all this comes at lower upfront capital cost for buyers.
The company also emphasized its new-generation die heads for consumer packaging that is said to speed resin and color changes by 75%, thanks to optimized flow channels and spiral-mandrel distributors, without coatings that add cost. Other advantages are reduced center distances and higher throughputs on smaller heads, saving investment cost; fewer cleaning cycles due to a head design that reduces deposits; and convertibility from mandrel to die movement and vice versa. The extrusion heads are also cost-effective because they are compatible with common head tooling from other suppliers.
Among the new digital services from Kautex—including online parts ordering and Digital Twin training simulators—are DataCap packages for central data acquisition via the OPC UA protocol to permit production/process monitoring and condition monitoring for preventive maintenance. It’s available for both new and old Kautex machines.
Future developments previewed by Kautex include robot end-of-arm tooling with an integrated leak-testing device.
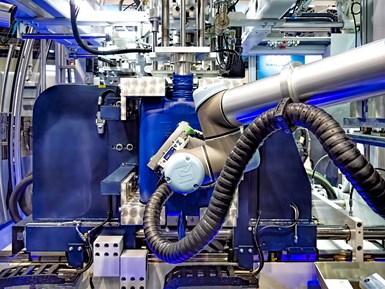
Jerrycans were a focus of machine development at K, like this all-electric FD-20E from BBM. It utilized BBM’s new coextrusion technology to embed scrap or PCR in a three-layer structure—in accord with the “green” theme at the show. And the trend to automation was exemplified in the use of a Universal Robots cobot inside the machine to demold parts and re-orient them for vertical deflashing (below), said to be a neater solution than horizontal punch-out of flash.
Hesta showed its largest shuttle machine, the model 900, equipped for EPET. Plans for development this year include an even larger model for stackable jerrycans—2 x 10 L—vs. a maximum product size of 5 L currently. Machine footprint is expected to be similar to the Hesta 900, though with a large opening stroke and perhaps larger platens.
In controls, Hesta is working on remote data acquisition and customizable dashboards; remote access for troubleshooting is available now.

Magic has a new jerrycan machine, model ME-T50-1000D, said to be the largest all-electric extrusion blow machine in the world. It has 55-ton clamps and 1-meter stroke. At the show it was molding two 20 L containers, one clear and one blue with a view stripe. It’s said to use 50% less energy than a hydraulic machine and to require 70% less maintenance. An even larger T60 size is available with 69-ton clamps and 1.6-m stroke.
BBM of Germany showed its 22-ton FD 20E all-electric, single-station machine for stackable jerrycans of 10-20 L. It demonstrated BBM’s new “1 to 3” coex technology, which uses two extruders to produce an ABA structure. The center layer can be regrind or PCR. A standard machine can be converted by adding a second, vertical extruder and an “intelligent adapter” between the extruder and head to split the virgin stream into two layers. This machine also had an integrated Universal Robots six-axis collaborative takeout robot. Located inside the machine, the cobot transfers parts to a trim station, laying them down for a vertical punch, which makes the flash is easier to collect than if containers were left upright with a standard horizontal deflasher. Afterward, the cobot places containers upright on a conveyor. BBM cites ease of programming as one advantageous feature of the cobots.
Two machines were shown by Plastiblow of Italy. The PB26ES-8 is a single-station, electric machine with 26-ton clamp, equipped with a triple head at 240-mm center distance for molding 5 L canisters with view stripe. Shown for the first time on this machine was electronic weight adjustment via individual servomotor for each parison, and controlled directly on the operator panel.
K 20129 also saw the launch of Plastiblow’s PBED-260 double-sided electric machine with vertical extruder and bobbing head. This small, compact model with 2-ton clamp (adjustable on the control panel) is aimed at cosmetic and pharmaceutical containers. It can handle up to 6 + 6 cavities on 35-mm centers.
Techne introduced an aseptic process for its new all-electric e-line shuttles, which are single or double sided, with one to four parisons and clamps from 14 to 55 tons. The company plans to open an office in Miami, Fla., this year.
W. Müller has made its flow-channel coating that permits quick color changes (shown at NPE2018) available now for large heads (40-50 L). It’s also available for coex heads.
Müller also said it was building a head that weighs 16 tons and will produce 20,000 L water tanks.
Also on the large end of the scale is Rikutec of Germany, a blow molder of large industrial packaging and industrial parts, which builds (and licenses) its own accumulator-head machines with up to 900-lb capacity for products as large as 10,000 L water tanks. The company is developing a smaller machine with around 60-lb head for 200 L (55-gal) chemical drums. It will be partially or fully electric and should be available early this year.
ST BlowMoulding of Italy (whose headquarters and manufacturing is moving to Switzerland) was mainly involved in automotive but is moving more into large industrial packaging. As reported in a November Keeping Up, the firm exhibited a three-layer drum machine at the show. The ECT 880 CoEx3 continuous-extrusion machine uses a Müller head and saves 8 sec in cycle time by using parison transfer instead of waiting for the parison to drop. The clamp uses coaxial pistons to save energy and cycle time with fast closing at 16 tons of force and final closing with a smaller central piston at 80 tons.
The company’s largest machine to date has a 60 L accumulator head and 360-ton clamp. Six of them were purchased in 2018 by a U.S. customer to make garden sheds.
Simulation software arrives for suction blow molding.
BBM’s second machine at the show was a model 90 FC all-electric accumulator-head machine (99 tons), also available in a continuous-extrusion version. It’s aimed at technical parts or drums up to 250 L. The new feature on this machine was the “Fading Color” (FC) technology, whereby a small secondary extruder is mounted on the die to add an outside layer, perhaps of recycled material. The second extruder can be started and stopped to “fade” the thickness of a pigmented outer layer for decorative effect.
One further development for industrial parts was on view at the Kautex booth. Toray Engineering Co. in Japan has developed simulation software for suction blow molding to address problems in manufacturing automotive turbo ducts and piping. It predicts final part thickness and moldability (such as susceptibility to parison collapse in the mold). So far, the software has been developed for nylon 6 and PPS materials. This new tool is available to processors using Toray materials and Kautex machines.
News in PET
In addition to new PET machines and technology previous covered from FlexBlow, Jomar, Nissei ASB, 1Blow and Agr, there were a number of other PET developments at the show.
Aoki showed three machines in the new AL series engineered for around double the output of previous models. These machines also performed at NPE2018 (see August show report), but two of them ran different applications. For example, the general-purpose model AL-500-50 at K molded 180-ml ovals weighing 13.2 g in eight cavities on a 6.6-sec cycle (4360 bph). Its servohydraulic drive (an option on the AL series) is said to cut power usage by around 40%.
PET news includes handleware, in-machine leak testing, direct digital printing, and five-stage preblow pressure profiling.
Also,the general-purpose AL-500LL-50S ran 500-ml HDPE bottles (vs. PET at NPE) weighing 20 g in five cavities on a 7.3-sec cycle (2465 bph). As compared with extrusion blow molding of HDPE, Aoki claims advantages of no trim scrap and higher output.
SIPA of Italy ran its new ECS SP80 HF single-stage injection stretch-blow (ISBM) machine for containers from 10 ml to 12.5 L. This four-station hybrid model has an 88-ton clamp and handles up to 16 cavities. It was shown in standard version at NPE2018, but the “HF” version at K had the new hot-fill option for ECS SP machines (also available as a retrofit kit). At the show, SIPA produced 420-ml, 28-g ketchup bottles in six cavities on a 14-sec cycle (1540 bph). The bottles are said to withstand hot filling at up to 85 C (185 F).

KHS introduced a PET bottle design with undercuts that take a snap-in HDPE handle.
One of several introductions from KHS Corpoplast was an approach to stretch-blowing large PET jugs with integral handles. The technique has been tested so far on PET jugs up to 2.5 L. They are stretch-blown on the KHS InnoPET Blomax Series V rotary two-stage machine. Then a separate device snap-fits an injection molded HDPE handle into undercuts in the bottle. Though this approach is being used in a 2 L soy sauce bottle for the Chinese market, a KHS official notes that the undercuts require mold actions that add to cycle time and to wear and tear, and they also require thickening of some sections of the bottle wall. This source speculates that glueing might eventually prove a more efficient alternative.
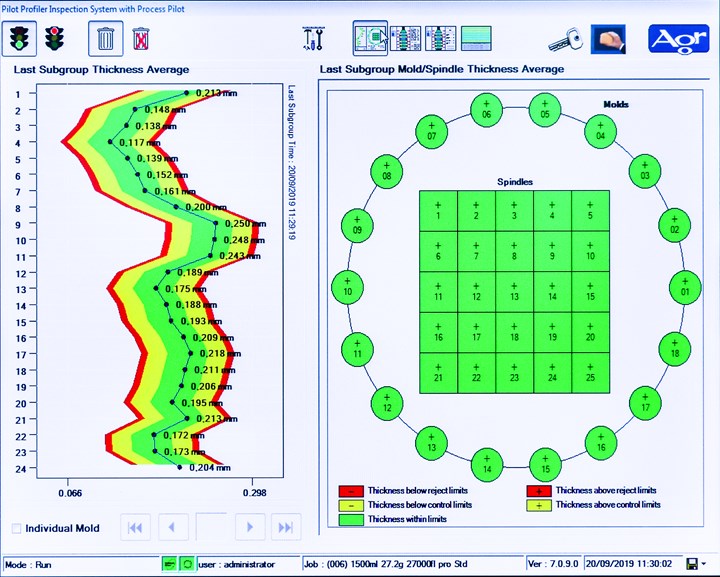
Also new from KHS is Unit Mold Control, developed with Agr International, which monitors material distribution in each cavity and automatically adjusts process settings for each individual mold station.
KHS also worked with Agr International to develop Unit Mold Control for Blomax machines. This system uses Agr inspection devices to measure the material distribution in each bottle and adjust process settings for each mold station individually and automatically. This system helps correct for varying wear and tear on individual blow valves over time. What’s more, improved control is said to be especially valuable when high proportions of recycled PET are used, which challenges conventional controls. The results of Unit Mold Control are said to include improved bottle consistency and ability to use lower preform weights.
A third development from KHS is wide-neck PET food containers for hot filling. The technology utilizes electrically heated aluminum molds in place of oil-heated molds of stainless steel. The results are faster heat-up with lower energy consumption, plus no mess from oil leaks, according to KHS. Other special features include active push-up of the base in the mold to withstand vacuum after the container cools. Also, the neck finish is not injection molded as usual, because such a finish provides no crystallization to withstand hot filling. Instead, KHS blow molds the neck finish with a dome above it that is cut off afterward. These containers are designed for inline blow-and-fill processing. Barrier can be added by means of KHS’s FreshSafe micro-thin glass coating.
Meccanoplastica came out with the new MiPET line of two-stage (reheat), all-electric, linear stretch-blow molders for one to eight cavities and bottles from 100 ml to 10 L. They have preferential heating for odd shapes. At K, the company was negotiating the sale of the first machine of this series to a molder in Florida.

Digital inkjet printing directly on PET bottles was highlighted by Krones (above), which offers its DecoType Lab system, and by 1Blow, which can apply print inside the blow molder, as in the case of this honey container (below).
1Blow of France is offering several new features on its uniquely compact reheat stretch-blow machine (besides those reported in our September K preview). For one thing, it is now making functional use of an unusual feature of its system—holding onto the blown bottle before releasing it onto a conveyor. One example is a new leak-testing system from Delta Engineering in Belgium, which employs a high-voltage generator that can detect microcracks in the base of carbonated soft-drink bottles. It’s a non-contact method that involves no blowing of air into the bottle. Alternatively, this process stage could be used for conventional leak testing that inflates the bottle and waits to detect a pressure drop—though this would necessarily reduce conveyor speed, according to 1 Blow. Another opportunity offered by holding onto the bottle before the conveyor is to integrate inkjet coding or color decoration inside the machine. (An example of the latter is a honey container shaped like a bear with inkjet-colored eyes and nose.) Vision quality checks inside the machine are another possibility.

Also new is a flow-control valve for the preblow step that allows programming a profile of up to five different airflow rates as the stretch rod descends into the preform, before high-pressure blowing air is released. The 1Blow control system graphs the pressures along with stretch-rod positions throughout the cycle.
The news from Krones at the show was digital inkjet printing of sophisticated graphics directly onto PET bottles, followed by UV curing. Atmospheric plasma pretreatment prepares the bottles for printing. Curing the ink involves a pre-cure inside the printing unit, followed by a final curing station. Called DecoType Lab, this printing technology comes from Dekron GmbH, a new Krones subsidiary.

R&D/Leverage developed a tooling concept for PET bottles with internal threads and integral drain-back pour spout.
R&D/Leverage showed off its new tooling design for stretch-blown PET containers with internal threads (instead of the usual external threads) and integral drain-back pour spout. This one-piece design eliminates post-mold assembly with a separately molded pour spout of another resin, such as PP. If used, for example, for liquid detergents, the new system with a dispensing cap molded with external threads to screw inside the drain-back bottle neck, could help prevent messy drips.
















Related Content

New Technology Bonds Aluminum With Polyamides
With many benefits for numerous potential applications, including in the burgeoning electric vehicle market, Celanese’s Zytel Bonding Technology achieves stronger bonds than overmolding or welding.
Read More
Design Optimization Software Finds Weight-Saving Solutions Outside the Traditional Realm
Resin supplier Celanese turned to startup Rafinex and its Möbius software to optimize the design for an engine bracket, ultimately reducing weight by 25% while maintaining mechanical performance and function.
Read More
Injection Molded Tape and Resin “Sandwich” Technology Debuts
During its Mobility Days in Austria, Engel and KTM Technologies debuted an all-plastic molded motorcycle seat base produced via a tape-sandwich process that can run in a standard molding process.
Read More
Plastic Compounding Market to Outpace Metal & Alloy Market Growth
Study shows the plastic compounding process is being used to boost electrical properties and UV resistance while custom compounding is increasingly being used to achieve high-performance in plastic-based goods.
Read MoreRead Next

Why (and What) You Need to Dry
Other than polyolefins, almost every other polymer exhibits some level of polarity and therefore can absorb a certain amount of moisture from the atmosphere. Here’s a look at some of these materials, and what needs to be done to dry them.
Read More
Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More