
How Low Can Low-Rate Feeders Go?
More and more processors are looking for greater precision from their feeding equipment. Here’s what some are doing about it.



Plastrac gravimetric Disc Feeders have been modified to run on vertical injection machines performing insert molding at Weiss-Aug’s Surgical Products Div.
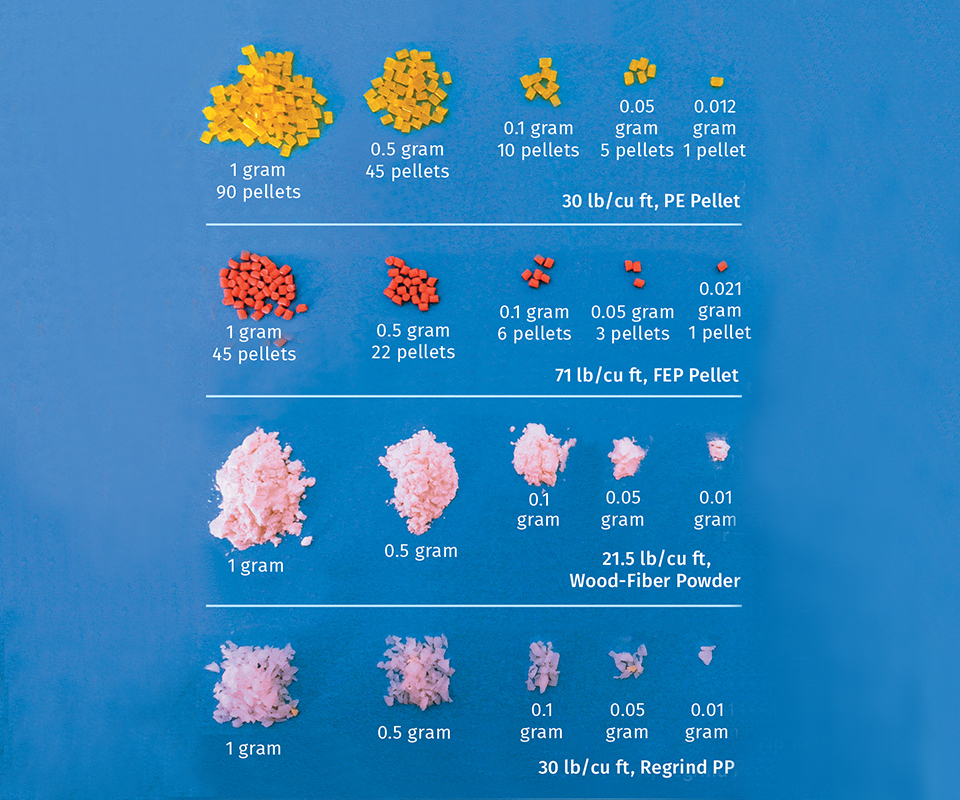
How many pellets are in 1 g? How many in 0.01 g? Orbetron developed this graphic to illustrate.

Preform Solutions focuses primarily on injection molding custom preforms in various colors; here, however, it uses a Plastrac feeder for dosing accuracy and quick changeovers on an injection stretch-blow molding line.

Movacolor’s MCNexus is currently in customer testing after a soft launch at K 2016; the low-rate feeder’s commercial debut will be at October’s Fakuma show.


Eschewing pre-compounded resins, processors in certain markets are increasingly asking their material-handling equipment suppliers to dial in ever more precise feeding—down to individual pellets and grams of additives—for applications in which being off by one pellet of colorant, for instance, is the difference between a good part and a scrap one. Roger Hultquist recounts a recent medical job to illustrate his point. The customer in question wanted exactly three cylindrical colorant pellets to be fed into the injection molding machine’s feed throat during screw-recovery time, which clocked in at about 3 sec.
“It’s not like feeding 100 lb/ hr,” says Hultquist, co-founder and president of sales and marketing at feeding, blending, and material-handling equipment supplier Orbetron, Hudson, Wis. “When you’re feeding two pellets in a shot, one pellet makes a huge difference in the accuracy, and that becomes more of an issue, especially on the medical side and especially when you’re making translucent product.”



Simply stated: As feeding-rate requirements have gone lower, the need for precision has reached higher. Orbetron, which specializes in low-rate bulk feeders, has applied in plastics a technology originally deployed in the pharmaceutical industry to feed powders. (see Hultquist’s July ’17 feature: Understanding Low-Rate Feeding for Continuous and Batch Processes).
A handful of equipment suppliers are targeting this niche of processors who utilize the precision and flexibility of low-rate feeding to compound material at the machine and in other areas where maximum accuracy is requisite.
For a processor feeding additives at rates of 0.5 lb to 1 lb/hr, high precision isn’t as key, but as that number goes lower accuracy becomes paramount. “On a wire and cable project where you’re feeding 15 g/hr, it becomes very important that those pellets go right where they’re supposed to go,” Hultquist says. “At low rates, it becomes critical, especially in color—the color consistency of that product is one of the big things that we look at.” For instances like the wire and cable job Hultquist referred to, Orbetron feeds material directly into the throat of the extruders, helping address what Hultquist calls a two-pronged challenge with pellets.
“You can feed material, but once you do, now you have to make sure it gets dispersed correctly into your process,” Hultquist explains.
In addition to precision, players in this niche require high flexibility, notes Hultquist. “For custom molding houses that do quick color changes and may change color 10, 12, 15 times per day, it becomes very important that they can stop and change out colors in a matter of minutes.” Orbetron’s feeders are designed so that the entire feed section can be pulled off the unit, allowing processors to switch one for another as they change colors.
When you’re feeding two pellets in a shot, one pellet makes a huge difference in the accuracy.
Orbetron currently offers four sizes—50, 100, 150, and 200 Series feeders—that provide outputs of anywhere from 1 g/hr up to 800 lb/ hr. Beyond color for markets like wire/cable and medical, Hultquist notes that the company has most recently expanded into the building- products industry, where disc feeders are being used to feed blowing agents, colorants, other additives for siding, profiles, and sheet.
PREFORM MOLDER VALUES AGILITY, ACCURACY
Quick changeovers are “kind of our deal,” explains Jason Christopherson, manager at preform molder Preform Solutions Inc., Sioux Falls, S.D. Specializing in custom preforms for industries such as food and beverages, oil, pharmaceuticals, automotive chemicals, and cosmetics, Preform Solutions targets short-to- mid-range runs on 16- and 32-cavity molds. It avoids chasing the massive volumes associated with preforms for water bottles or soft drinks, which can range up to 144 cavities and higher.
“A lot of our projects have colorant,” Christopherson says. “Every day of the week, we have probably two, three, four lines running colors and different additives for our preforms.”
For all those hues, precision feeding of the colorant is a must, made trickier by the let-down ratios the company targets: down to 0.055% on a 672-g shot and a 0.20% ratio on a 54-g shot (the latter represents 98.8% resin and 0.2% color). Preform Solutions began business in 2002 and for most of that time its go-to solution for precision feeding with fast changeovers has been gravimetric Auto-Disc feeders from Plastrac, Inc., Edgemont, Pa. The company currently has 11 Plastrac units and another four on order.
What sold Preform Solutions on Plastrac’s technology is the unique design and its impact on accuracy. The feeder uses a blade that essentially meters pellets by slicing. The feeder drops pellets into pockets on a disc, where a blade shaves off any portion of the pellet that extends above the pocket height. “When the Plastrac unit cuts that pellet off and levels off the pocket, and the material drops in underneath the blade, it’s extremely accurate,” Christopherson says.
LOW-RATE FEEDING ON VERTICAL PRESSES
Plastrac feeders have also found a home at Weiss-Aug Surgical Products Division in Fairfield, N.J. Weiss-Aug combines precision metal stamping, insert molding, and assembly capabilities to make finely tuned sub-assemblies for the medical-device, automotive, aerospace, and interconnect industries. Parts are usually quite small, typically measuring 1 in.2 or smaller, according to Elisabeth Weissenrieder-Bennis, director of strategic planning.
The 12 Plastrac units at Weiss-Aug were specially modified by Plastrac to run on the molder’s Arburg vertical injection presses, according Leo Czekalski, molding operations manager. The Plastrac units feed machines with shot sizes ranging from 2 to 6 oz and screw diameters from 16 to 18 mm. “Our shot sizes and the tolerances that we need to maintain on these parts are within 10 thousandths of an inch,” Czekalski says. “And since repeatability and shot size are an absolute must, there’s no room for deviation.”
That repeatability extends to the color that the Plastrac units feed, according to Czekalski. “I’ve not come across anything as precise and trouble-free as this unit,” Czekalski says. “A lot of the other systems require someone to calibrate and tune them when they change molds or color, but this one here requires nothing.”
Weiss-Aug has come to appreciate that accuracy and hassle-free operation, particularly given the market its Fairfield operation serves. “There’s a high visual standard for these components, seeing that they’re used in surgery,” Weissenrieder-Bennis says. “There are very specific color standards where you can’t really have any variations.”
NEW LOW-RATE FEEDING PLAYER
At K 2016, Dutch firm Movacolor B.V. (distributed in the U.S. by ROMAX, INC., Hudson, Mass.) launched its own low-rate feeding technology—the MCNexus—which it says can feed as little as one to five pellets per second (see Feb. ’17 K show report).
A Movacolor spokesperson said the MCNexus is currently being tested by several customers in Europe, which are using it to precisely meter low amounts of colorant for toys and household products. Movacolor will feature the MCNexus at the Fakuma 2017 show in October in Friedrichshafen, Germany, which will also mark its official commercial launch.

Related Content

The Effects of Temperature
The polymers we work with follow the same principles as the body: the hotter the environment becomes, the less performance we can expect.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read More
Tunnel Gates for Mold Designers, Part 1
Of all the gate types, tunnel gates are the most misunderstood. Here’s what you need to know to choose the best design for your application.
Read More
The Strain Rate Effect
The rate of loading for a plastic material is a key component of how we perceive its performance.
Read MoreRead Next

Understanding Low-Rate Feeding for Continuous and Batch Processes
Molders and extruders that need to feed tiny amounts of material to their process require precision in both the material being fed and the equipment doing the dosing. When a shot size consists of three pellets, there is no margin for error.
Read More
Processor Turns to AI to Help Keep Machines Humming
At captive processor McConkey, a new generation of artificial intelligence models, highlighted by ChatGPT, is helping it wade through the shortage of skilled labor and keep its production lines churning out good parts.
Read More