
How to Design Three-Plate Molds: Part 2
There are many things to consider, and paying attention to the details can help avoid machine downtime and higher maintenance costs, and keep the customer happy.



The order in which the parting lines separate in a three-plate mold is critical to the mold’s function and the quality of the parts it makes. With that said, the parting line between the runner stripper plate and the A-plate needs to separate first, as shown in Figure 1. The runner remains attached to the runner stripper plate because of sucker pins. The purpose of this initial stroke is to break the gate and dislodge the runner drop(s) while the parts are still confined between the cavity and the core.
If the gate doesn’t break first, it can cause a problem if the mold opens between the cavity and the core plates first. One such problem is distortion or even a fracture on the top of the part. Another problem is a higher gate vestige. The worst-case scenario is when the gate is so firmly attached to the part, it can pull it completely off the core and remain in the cavity, which obviously makes it impossible to eject. Initially, this parting line opening usually doesn’t need to be any more than 1/8 in to ¼ inch. That’s why it is often referred to as the initial “break” and not the initial parting line opening — and why I call it “Parting Line 1A.”


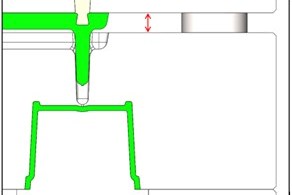
FIG 1 Mold partially open at parting line “1A.” Image: J. Fattori
There are several methods available to ensure the mold opens at this correct parting line first. Some of them are urethane springs, die springs, latch locking mechanisms (both internal and external), plate retainers, roller pullers, friction pullers, and plate locks. Some of these devices only separate the plates a short distance. Others separate the plates the full amount. And others simply retain two plates — forcing other plates to open first. They each have their own application and functioning method. It’s just a matter of what you are comfortable with or have had good experience with.
The first parting line opening breaks the gate.
Sometimes the mold design and mold size enable you to use any of these various methods. But sometimes the mold design or mold size limits which methods are physically possible. The weight of the plates you want to retain must also be considered.
For example, friction pullers and roller pullers work well on small molds and MUD inserts, but I would never use them on large and heavy plates. Conversely, mechanical plate retainers and plate locks can handle very heavy loads but are usually excessive for small molds.
My personal preference for this initial opening has always been elastomeric springs. They are simple, reliable, nonmechanical, quiet and inexpensive. I like them more than die springs because there’s no chance of a broken metal part getting trapped inside the mold.
These springs are typically available from mold component suppliers in the range of 70 to 100 Shore A durometer polyurethane. However, it is not uncommon for moldmakers to purchase urethane barstock and make their own custom springs. They may want a harder or softer material. Or they may want a length or diameter that’s not commercially available.
And there’s no law that says the springs have to be round. They can be any shape imaginable. There are two somewhat negative aspects about urethane springs. First, the material has a continuous use rating of only 150-170°F. The second is estimating how much force is required to repeatedly push the A-plate away from the runner stripper plate. Even though the initial opening does not have to be very long, the initial “breaking force” can be substantial.
Determining Spring Force
Determining how much spring force is required to ensure the proper initial parting line separation can be an educated guesstimate. The first thing you do is calculate the weight of the A-plate. Length × width × thickness / 1,728 in3/ft3 × 480 pounds per ft3 for carbon steel will give you a good approximation of the weight. Let’s assume your A-Plate is 12 × 12 × 6 inches. In this example, the A-plate weighs about 280 pounds. The formula for calculating the amount of force required to initially move an object at rest is the weight of the object, times the appropriate coefficient of static friction.
Figure 2 lists the coefficients of static friction for various leader pin bushing materials against a typical steel leader pin. Let’s assume the mold has both hardened steel bushings and leader pins. The force required would therefore be 280 pounds multiplied by the coefficient of static friction. Doing the math: the force required for lubricated surfaces would be about 45 pounds, and the force required for dry surfaces would be about 182 pounds. It’s amazing how a little bit of grease reduced the required force by more than 300%. Once the A-plate starts to move, the amount of force required to keep it moving will be substantially less — in many cases, about 15 to 30% less.
A spring’s compression is the only thing that controls its force.
Figure 3 states the approximate amount of force derived from a single 100 Shore A urethane spring of various diameters, various lengths and two different amounts of compression. Notice how the length of the spring does not affect the applied force. Only the percentage of compression does. The amount a urethane spring extends beyond its bore hole when in the free state is basically the same as the preload of a die spring. It is in a compressed state when the mold is closed. Figure 3 is for reference only because they will vary from one supplier to another. Therefore, use the springs ratings as suggested by the company you purchase them from.
A common mistake is to use an excessive amount of spring compression with the belief that it will ensure the plates separate properly. While that may be true, you need to consider the mold close settings on a molding machine. When a mold closes it is typically at a fast velocity, but at a low pressure for the majority of the closing stroke. This is to reduce the cycle time but still minimize potential damage to the mold. At a very short distance away from the mold being fully closed, often between 0.050 inch and 0.100 inch, the speed rapidly decelerates, and the pressure increases — often to the maximum available.
Therefore, it is best that the spring does not protrude any further than necessary. To put it another way, it is better to use a shorter length spring with less total compression to obtain the same amount of applied force. This helps minimize the distance the mold is closed before going into high pressure — which helps prevent damage from something caught between any of the parting lines.
Minimize the amount a spring is preloaded.
It is rarely a mistake to use what mathematically would be an excessive amount of spring force. In fact, in the previous example, we estimated it would take 182 pounds to get the A-plate moving under dry conditions. For a plate of this size, I would probably use two 1-inch diameter springs, about 1-inch long, with just 10% compression — only because 1-inch diameter springs are readily available.
From Figure 3, the two springs would therefore have a total force of 2,650 pounds, which is almost 15 times more than the calculated minimum requirement. A better alternative would be to use four smaller diameter and shorter length springs that have a much lower compression length. That would enable the processor to have the two halves of the mold closer together before going into high pressure.
There is a minor downside to using excessive spring force. It has a direct effect on the amount of available machine clamp pressure. Let’s think in terms of extremes for a moment. If you have four large springs with a compression rating of 2,500 pounds each, you reduce the amount of clamp pressure trying to keep the mold closed by 10,000 pounds or five tons. That’s usually not an issue, but it is good to keep in mind, in the event you have any leader pins that look like Figure 4 and the coefficient of static friction is ridiculously high.

FIG 4 A rusted leader pin with a high COF. Photo: J. Fattori
Avoid Ball Bearing Bushings
There has been a recent influx of ball bearing bushings for guided ejector systems, and they seem to be gaining momentum in other areas of a mold. If you are considering using this type of bushing in the A-plate and/or a runner stripper plate in a three-plate mold to reduce the amount of friction and reportedly increase the life span of the bushings, I caution you against it, for two reasons. Neglecting the added cost of this type of bushing, over time, there is a chance the balls will come out of their race and possibly end up damaging the cavity, as shown in Figure 5.
FIG 5 Mold damage from ball bearings. Photo: J. Fattori
The second and more important reason is because they work too well. That makes them a safety hazard. In a three-plate mold, these two plates float. If they have almost no static friction, a slight push can send them flying — potentially while an operator’s hand is inside trying to remove a stuck runner.
Position springs close to the leader pin bushings.
Springs should be positioned so they apply pressure to the plates evenly. Because they are trying to overcome the frictional forces between the leader pins and their bushings, it is best to place the springs near the bushings, as shown in Figure 6. Spreading the springs out as far as possible also helps reduce the chance of the plates cocking.

FIG 6 Best location for three-plate springs. Photo: Lawrence Mold & Tool
When a urethane spring is compressed, it bulges outward. The bore hole that the spring is situated in must therefore be able to account for this expansion. The shoulder bolt retaining the spring should also have sufficient clearance around the shaft of the bolt, as well as under the head, as shown in Figure 7.
ABOUT THE AUTHOR: Jim Fattori is a third-generation molder with more than 40 years of experience in engineering and project management for custom and captive molders. He is the founder of Injection Mold Consulting LLC in Pennsylvania. Contact: jim@injectionmoldconsulting.com;
injectionmoldconsulting.com
















Related Content

How to Get Rid of Bubbles in Injection Molding
First find out if they are the result of trapped gas or a vacuum void. Then follow these steps to get rid of them.
Read More
A Simpler Way to Calculate Shot Size vs. Barrel Capacity
Let’s take another look at this seemingly dull but oh-so-crucial topic.
Read More
Understanding Strain-Rate Sensitivity In Polymers
Material behavior is fundamentally determined by the equivalence of time and temperature. But that principle tends to be lost on processors and designers. Here’s some guidance.
Read More
Density & Molecular Weight in Polyethylene
This so-called 'commodity' material is actually quite complex, making selecting the right type a challenge.
Read MoreRead Next

Advanced Recycling: Beyond Pyrolysis
Consumer-product brand owners increasingly see advanced chemical recycling as a necessary complement to mechanical recycling if they are to meet ambitious goals for a circular economy in the next decade. Dozens of technology providers are developing new technologies to overcome the limitations of existing pyrolysis methods and to commercialize various alternative approaches to chemical recycling of plastics.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More