
Is Your Water System Setup Helping or Hurting Your Molding Plant Productivity?
The plant water system is a critical component of an injection molding facility. A poorly designed or maintained water-cooling system can have a serious impact on production efficiency and cause many maintenance issues. Here’s what you need to know — and ask — to prevent those problems.



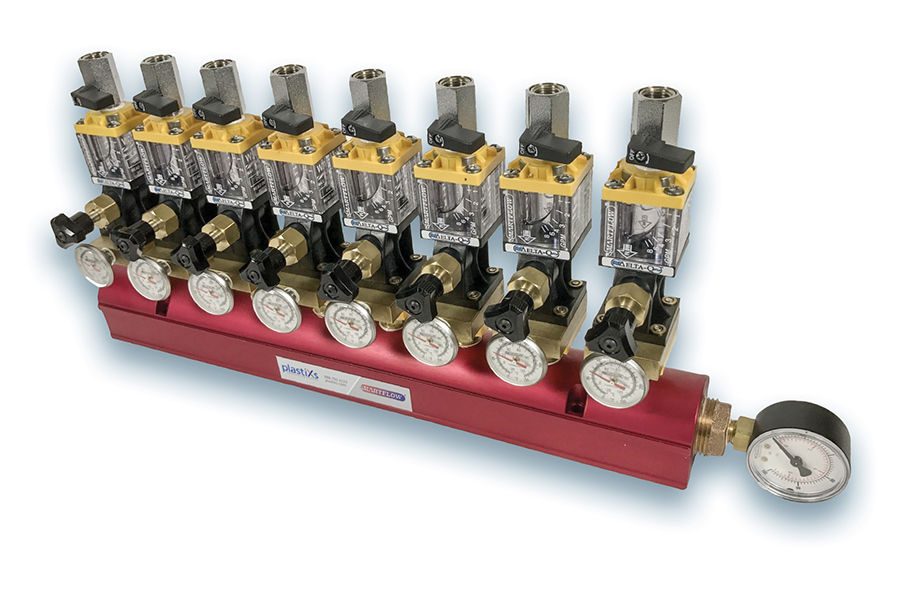
Advances in manifold designs can help operators eliminate errors. When paired with flowmeters, they provide real-time flow information to ensure production is running efficiently.
Photo Credit: Plastixs
Every injection molding plant should have a good understanding of the capabilities and condition of their plant cooling system. Here are some of the questions that need to be asked:
- Is the water that goes though the mold part of an open loop (direct cooling tower system)?
- This type of plant cooling is difficult for ensuring water quality, as well as maintaining constant temperatures below 75° F.
- Is it a closed loop system with a heat exchanger between the plant piping and the cooling tower?
- This is the preferred method of utilizing a tower for cooling water because plant water is isolated from contamination by the tower, but maintaining temperatures below 75° F is still a challenge.
- Is the primary plant cooling loop a closed loop chiller system?
- This is the optimal solution for plant water systems. A tower is still utilized to cool the chiller and temperatures can be controlled to as low as 50°F or lower.
- Is the cooling capacity of the central system big enough to meet the heat load generated by molds and machines? Has this calculation been done for current plant configuration?
- What is the pumping capacity and line size feeding the machines? Is this big enough to feed the required water flow (in GPM) evenly throughout the plant?
- Is there enough pumping and cooling capacity for expansion?
- Is the water treated correctly to prevent fouling and corrosion in molds and machines?
- Are there recommendations on the types of metals that should or should not be used with the water treatment chemicals being used?
- Are you addressing “scale” caused by undissolved minerals in the water that plate-out onto molds and machines, drastically reducing heat transfer?
- Are you filtering to a high level at the central system with full-flow filters, and at the machine level with cartridge filters, to prevent clogging of mold cooling passages?
- Is your system configured with the latest controls, variable speed drives and free cooling capabilities (where applicable) to lower your energy consumption and carbon footprint?

Low-flow indicators can be used to monitor flow for small-flow passages.
Photo Credit: Burger and Brown Engineering
For injection molders, maintaining optimal temperature of your molds and equipment is key to the productivity and quality of injection molded parts. The equipment, piping, hoses, fittings and distribution manifolds are all critical components in guaranteeing that molds and machines are kept at specific temperatures to consistently produce high-quality parts.



Maintaining optimal temperature of your molds and equipment is key to the productivity and quality of injection molded parts.
The plant cooling system is like the blood in the human body — if it is in bad condition with poor water quality and poor circulation, the health (productivity) of your manufacturing plant will deteriorate. You will continue to have issues that will cause downtime, loss of production and quality issues.
The first step in this process is to understand the importance of your cooling system and all of its components, and to ensure there is engineering and management support in this often overlooked area.
Protecting the Investment of New Molding Machines and Molds
Today, many companies can spend $500,000 or more on a new machine, mold and auxiliaries. One of the most common mistakes is not having a plan for implementing the supporting utilities needed to make the system run efficiently. Integral elements that are often neglected are the water distribution manifolds and the quantity needed to efficiently send water to the mold. Many machine setups need 12-16 cooling circuits, or more, per each half of the mold.
Water manifolds are required to distribute water to all circuits of the mold. The goal of these installations is to minimize the pressure drop and Δ T of the water across the mold so that all parts of the mold maintain the correct temperature without any variations.
Without planning and thoughtful installation, this last critical piece in your cooling system installation can have a significantly negative effect on productivity and quality. Involving a supplier who can deliver complete assembled manifold solutions can immensely improve and enhance this process.
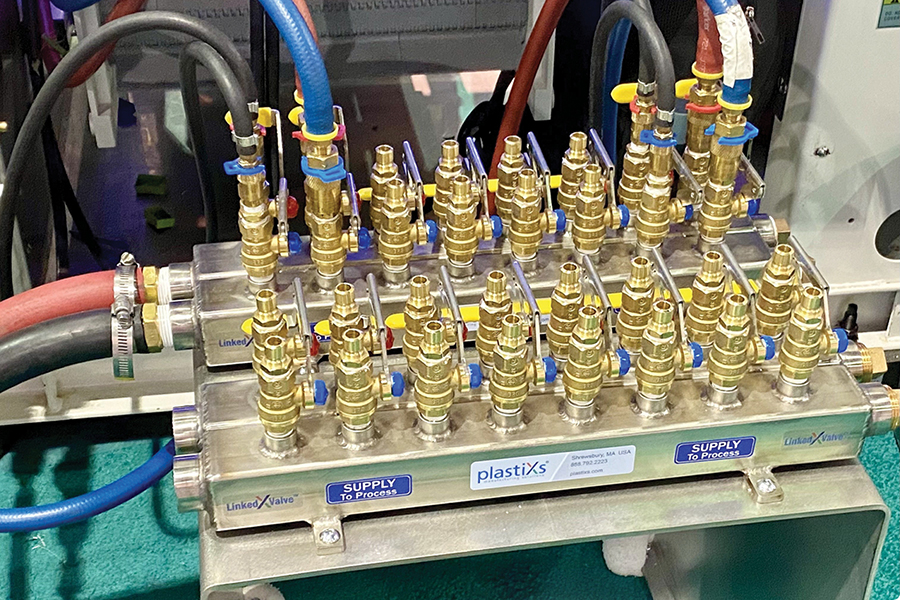
It’s best to plan ahead when installing a water manifold, as a mold-cooling system can be intricate and complex.
Photo Credit: Plastixs
With two decades of providing cooling manifold solutions for injection molders and extruders, we have seen a lot of problems that could’ve been easily avoided with the right oversight, planning and productivity tools. When new machinery arrives, planning the process for when it moves onto the floor for installation is important. The mold cooling system is intricate and complex, consisting of numerous temperature controllers, chillers and water manifolds.
Who will be assembling this equipment and what fittings, manifolds, hose and couplers should be prepared in advance — preferably before the machine is delivered? Often, this last 5% of the machine installation is left to personnel who may not understand the importance of this critical system and how it affects mold performance.
Advance planning for valve locations, quick-connect fittings for all equipment, water manifold design and consideration of the mold purging process for tool changes can result in significant time reductions when changing from one mold to the next.
How Much Water Do You Need?
It’s important to understand that GPM (gallons per minute) is the major factor in adequate mold cooling. The GPM through a given line size determines whether the water is moving through the line in laminar or turbulent flow conditions. All mold cooling lines must have adequate flow to produce a turbulent flow condition. Otherwise, the heat transfer of that circuit is severely reduced.
Turbulent flow is determined by the Reynolds number. A Reynolds number of 4,000 indicates turbulent flow and many mold designers are calculating optimal cooling with a Reynolds number of 6,000-8,000. There are a variety of charts and online calculators that can help determine the GPM required for given line sizes.
All mold cooling lines must have adequate flow to produce a turbulent flow condition.
The amount of GPMs required to achieve turbulent flow is also affected by the temperature and the percentage of glycol that is in the water, so there is a lot that goes into making these calculations. The ultimate goal is to understand that the pumping capacity and line size to the manifolds and molds need to be optimized so the molding cell can achieve the performance that is expected. About 60-80% of a molding cycle is cooling time, so when cooling water called for in the mold design is not available, productivity will be impacted.
We examined a system where a line size feeding the manifold was so restricted that the molder was only getting 2.5 GPM across an entire mold half. Implementing proper line sizing and upgraded manifolds achieved 2.5 GPM per line across 8-10 circuits with the pumping capacity available in existing equipment. The increased flow provides significant cycle time reductions and quality improvements. This area of plastic processing is still getting overlooked by companies based on our experience.
Avoiding These Problems
Many of these issues are common in facilities of all sizes, but can be avoided by evaluating and understanding existing systems and reaching out to industry experts when your systems need upgrading.
An inexpensive, but highly effective solution is flowmeters, which are available in a variety of sizes and provide information as to where issues exist and what areas need the most attention. Advances in manifold designs can help operators eliminate errors and, when these manifolds are paired with flowmeters, they provide real-time flow information to ensure production is running efficiently.
About the Author: Mickey Blyskal is president of Plastixs, Shrewsbury, Massachusetts. Plastixs increases productivity and optimizes efficiency of new equipment and work cells by eliminating small production issues that can become big problems for plastics processors, equipment manufacturers and process companies. Blyskal started Plastixs in 2000 after spending more than 20 years working with engineers at molding companies to help them solve problems with equipment and components. Contact: 888-792-2223; mblyskal@plastixs.com; plastixs.com.
















Related Content

Descaling Pump Cleans Heating and Cooling Circuits
Mouldpro’s compact and portable descaling pump keeps heating and cooling circuits on molds and molding machines clear of rust and limescale deposits.
Read More
Temperature Control: What You Need to Know to Comply With New Cooling-Fluid Regs
Beginning the first of this year, 12 states are following EPA bans on potentially damaging cooling fluids. Chiller suppliers have adjusted equipment designs to accommodate the new regulations. Here’s what all this means to processors.
Read More
Multicoupling Range Extended
Hasco‘s quick-connect system for multiple cooling circuits has added U.S., French and HT versions.
Read More
Captive Molder Beefs Up Auxiliaries to Boost Quality, Consistency
SeeScan adds conveying, drying, feeding and chilling technologies to improve quality — and enhance employee safety — in production of its underground/underwater inspection systems.
Read MoreRead Next

Understanding Melting in Single-Screw Extruders
You can better visualize the melting process by “flipping” the observation point so that the barrel appears to be turning clockwise around a stationary screw.
Read More
Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More