
A Processor's Most Important Job, Part 5: POM Polymers
Using a mold temperature above a polymer’s Tg ensures a degree of crystallinity high enough to provide for dimensional stability, even if the part must be used at elevated temperatures. But POM is an exception. Why?
.jpg;width=70;height=70;mode=crop;format=webp)
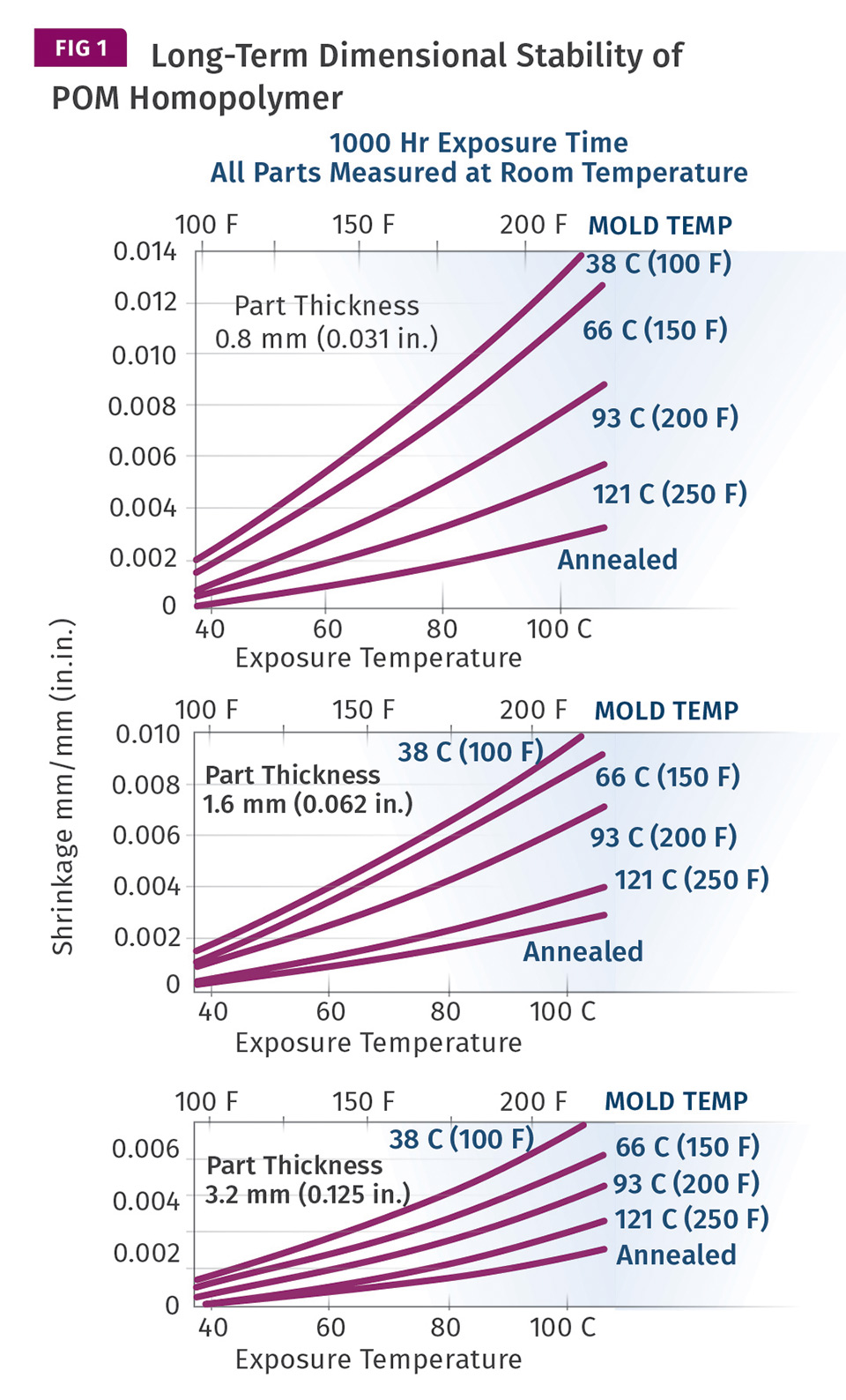
Figure 1: With POM, there is a complex relationship between mold temperature, part wall thickness, and post-mold dimensional changes at various application temperatures. These graphs plot the relationship between the application temperature and subsequent post-mold shrinkage that may occur as a function of the mold temperature used when the parts were produced. (Source: DuPont)
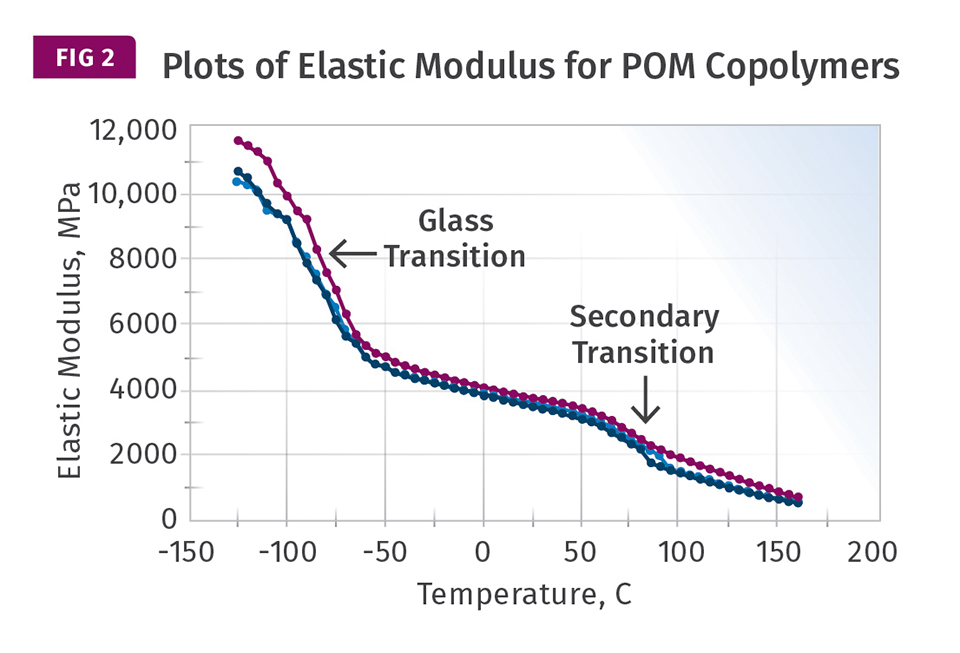
Figure 2: Plots of elastic modulus vs. temperature for three different samples of POM. The scans begin at -193°F (-125°C) so that the glass transition can be observed.
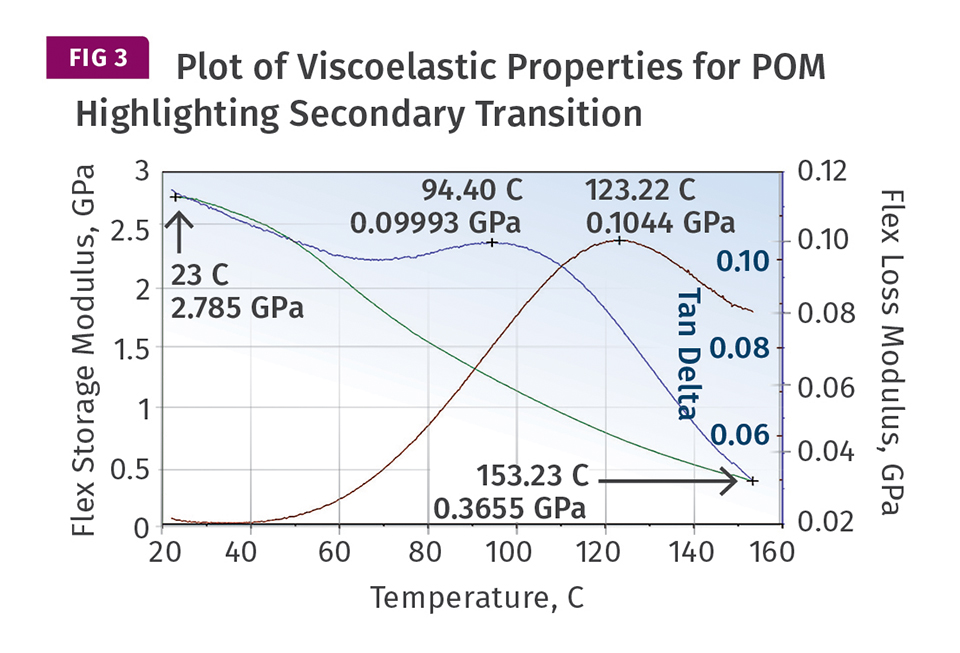
Figure 3: An expanded view of the secondary transition shown in Fig. 2, plotting a more complete set of viscoelastic properties to highlight the area of importance.



This is part five of an eleven-part series focused on the most important job of a processor. To read the rest of this series, click these links:
part one, part two, part three, part four, part six, part seven, part eight, part nine, part ten, part eleven.


Three commonly used semi-crystalline polymers, polyethylene, polypropylene and acetal—more commonly referred to these days as polyoxymethylene (POM)—have glass-transition temperatures (Tg) below room temperature. This means they continue to crystallize even when they have cooled to room temperature. Processors who have had to mold parts in these materials to close tolerances have experienced this continued crystallization as a prolonged period over which the molded part continues to shrink.
Most of the time a molded part will cool to room temperature and become dimensionally stable within 30-90 minutes, depending upon the polymer, the wall thickness of the part and the dimension being measured. But in these three materials, dimensional changes can continue for 24-48 hours. This continued shrinkage is physical evidence that crystallization is continuing.
Fortunately, most parts reach stable dimensions within this extended time. However, if the mechanical properties of the polymer are measured, a progressive change in strength, modulus and impact resistance will be observed that can continue for weeks.
One of my clients reported that when they shipped parts fabricated in POM on a just-in-time basis, they would get complaints that the parts did not “feel stiff enough.” They did not receive these complaints on parts that had been in the warehouse for several weeks before being shipped. This behavior is particularly troublesome in POM because of the need for dimensional precision and stable properties in functional parts such as gears. The problem becomes magnified if the part must operate at an elevated temperature since this will promote even more post-mold shrinkage.
Know How Materials: Learn more from this author
Previously we discussed a principle that employing a mold temperature above the Tg of the polymer ensures a degree of crystallinity high enough to provide for dimensional stability, even if the part must be used at elevated temperatures. But this rule appears to break down when it comes to POM. The Tg of POM is near -121°F (-80°C). Therefore, running even chilled water through a mold should be sufficient to ensure adequate crystallinity. But the suppliers of these materials recommend the use of relatively high mold temperatures: 176-185°F (80-85°C) for copolymers and 194-203°F (90-95°C) for homopolymers. The design and processing guides from the resin suppliers have treated this subject in great detail to quantify the complex relationship between mold temperature, part wall thickness and post-mold dimensional changes at various application temperatures.
Figure 1 shows such a review for POM homopolymer provided by DuPont, which invented the material in 1960. The three graphs plot the relationship between the application temperature and subsequent post-mold shrinkage that may occur as a function of the mold temperature used when the parts were produced. This relationship is shown for three different wall thicknesses; 0.8 mm (1/32"), 1.6 mm (1/16") and 3.2 mm (1/8").
The thickest wall provides the greatest degree of dimensional stability. At this thickness, if the parts are never exposed to conditions above room temperature, then the subsequent dimensional change is 0.001" if the part is molded at 100°F (38°C). As the mold temperature increases, this post-mold change drops essentially to zero when the mold temperature reaches 250°F (121°C). However, if the part is exposed to elevated temperatures, the dimensional change due to post-mold shrinkage increases significantly.
For the part molded at 38°C, exposure to an application environment of 100°C results in a dimensional change of 0.007". Even at a mold temperature of 121°C, the change will be 0.002". But it is apparent that the higher mold temperature minimizes dimensional changes that may occur due to solid-state crystallization.
When one molder shipped POM parts on a just-in-time basis they would get complaints that the parts did not “feel stiff enough.” But not on parts that had been in the warehouse for several weeks before shipping.
As the nominal wall becomes thinner, this effect is magnified. By the time we reach the thinnest wall of 0.8 mm, the dimensional change for a part molded at 38°C and then exposed to 100°C has doubled to 0.014", while the 3.2-mm-thick part using a mold temperature of 121°C reduces this change to 0.004". This is due to the faster cooling rate of the thin wall. Plastics are relatively poor conductors of heat. In the thicker wall, the core sections are farther from the molding surface and are insulated by the frozen layer that forms. This reduces the cooling rate and increases the degree of crystallization that can occur.
It is quite clear from these data that a mold temperature far above the Tg is needed to establish a stable crystalline structure in this material. And yet very little is said about the fact that the behavior of POM does not follow this rule, nor is there any discussion about the reason for this departure from what is otherwise a reliable guideline for achieving optimal levels of crystallinity in semi-crystalline polymers. However, if we closely examine the temperature-dependent behavior of POM, we may find a clue as to the reason for this unusual behavior.
Figure 2 shows plots of elastic modulus vs. temperature for three different samples of POM. The scans begin at -193°F (-125°C) so that the glass transition can be observed. The large decline in modulus that concludes at approximately -94°F (-70°C) is due to the glass transition of the polymer. A close examination of these curves also shows a much smaller step transition in these samples that occurs near 80°C.
Figure 3 provides an expanded view of this transition, plotting a more complete set of viscoelastic properties to highlight the area of importance. In particular, the property known as the loss modulus, which exhibits a peak associated with important transitions, shows a maximum just below 95°C. The related tan delta peak occurs at 253°F (123°C). This places us squarely in the recommended range of mold temperatures for producing dimensionally stable POM parts.
The importance of paying attention to the advice from the material suppliers on this matter is not to be taken lightly and it can be easily demonstrated by simply measuring dimensions on a molded part, placing the parts in an oven at an elevated temperature that may be related to the application environment, and then re-measuring the dimensions after the parts have been removed from the oven and cooled back to room temperature. The more stable the structure in the polymer, the smaller the dimensional change of the molded part will be and the more likely it is to perform as expected. Large dimensional changes indicate that the molding process has failed to achieve the desired structure.
Some years ago, I worked with a client who was molding assemblies that involved two POM homopolymer parts that were in relative motion during operation. The mold temperature being used was 140°F (60°C) and the parts performed satisfactorily as molded. However, the end user knew that the parts might be exposed to application temperatures as high as 185°F (85°C).
Therefore, they tested the assemblies by heating them to 85°C for eight hours. They then cooled them back to room temperature and re-tested the assemblies. After this treatment, the parts did not move freely. This problem was solved by simply raising the mold temperature to 210°F (99°C), just as the molding guide instructed.
It is frequently assumed that the additional shrinkage will result in a part that is out of print on the small side. This may be the case if the shrinkage value that the tool was built to is incorrect. However, a very important part of achieving stable dimensions is ensuring a fully packed-out part. Raising the mold temperature also increases the time required for the gate to freeze, thus allowing for a longer pack and hold time that can provide the additional material to the cavity to offset the increased shrinkage brought about by achieving a higher degree of crystallinity.
In our next article, we will look at some of the long-term effects of inadequately crystallized material. These effects reduce the performance of a part in a way that may not be apparent until the part has been in service for a while. And the practice is unfortunately encouraged by some suppliers of these high-performance materials.
About the Author
Michael Sepe
Michael Sepe is an independent, global materials and processing consultant whose company, Michael P. Sepe LLC, is based in Sedona, Arizona. He has more than 40 years of experience in the plastics industry and assists clients with material selection, designing for manufacturability, process optimization, troubleshooting and failure analysis. Contact: 928-203-0408 • mike@thematerialanalyst.com.








Related Content

The Fundamentals of Polyethylene – Part 1: The Basics
You would think we’d know all there is to know about a material that was commercialized 80 years ago. Not so for polyethylene. Let’s start by brushing up on the basics.
Read More
Understanding the Effect of Pressure Losses on Injection Molded Parts
The compressibility of plastics as a class of materials means the pressure punched into the machine control and the pressure the melt experiences at the end of fill within the mold will be very different. What does this difference mean for process consistency and part quality?
Read More
A Systematic Approach to Process Development
The path to a no-baby-sitting injection molding process is paved with data and can be found by following certain steps.
Read More
How to Configure Your Twin-Screw Barrel Layout
In twin-screw compounding, most engineers recognize the benefits of being able to configure screw elements. Here’s what you need to know about sequencing barrel sections.
Read MoreRead Next

A Processor’s Most Important Job, Part 4: Mold Temperature
Engineering polymers require higher mold temperatures to achieve their ideal structure. The temptation to turn down the mold temperatures can hurt part performance.
Read More
A Processor's Most Important Job, Part 6: Long-Term Effects
The importance of mold temperature to the development of the desired polymer crystalline structure becomes absolutely crucial in the case of high-performance materials.
Read More
For PLASTICS' CEO Seaholm, NPE to Shine Light on Sustainability Successes
With advocacy, communication and sustainability as three main pillars, Seaholm leads a trade association to NPE that ‘is more active today than we have ever been.’
Read More