
- Home
- Conveying Equipment News
- System Types
- System Operation
- System Economics
- System Design
- Installation
- Components
- Controls
- FAQ

Delay Abrasive Wear Replacements as Long as Possible
Component wear with abrasive material is inevitable, but extended life is possible.
With new resins and new uses for existing plastic materials on the horizon, prepare now for an upcoming surge in abrasive materials coming from at least two sources. First, plastics continue to be mainstay materials both in developing new products and in improving existing products. For instance, inexpensive, light-weight, and strong plastics are crucial for reducing vehicle weight in light of higher gas-mileage initiatives.
Second, the current boom in shale gas in North America makes a variety of refining byproducts intriguing as feed stocks for new resins. In the near future, expect a big rush of new engineered polyethylene and polypropylenes. These softer resins will have to be reinforced with something to make them useful in new applications. Glass, talc, and ceramics are obvious choices, whether mixed in as fibers or encapsulated in the pellets.
The downside: Many new resins, particularly the reinforced ones, are highly abrasive. The wear these materials cause leads to material degradation and contamination, pipe and elbow leaks, equipment and process failures, operational inefficiencies, added maintenance and replacement costs, and shorter-than-expected lifetimes for plant conveying system and the plant itself.
The reality is that abrasive materials will always abrade pipes, elbows, receivers, and other conveying system components and production equipment. Given this inevitability, are component failures going to take two days, two weeks, or two years? What can you do to delay this wear? And what’s the cost-benefit of what you do to minimize the wear?
The good news is that you can minimize the effect of abrasive materials in two broad ways: Install wear-resistant components, especially elbows, and reduce material velocities.
Focus on bends
Given the right conditions, conveyed material generally travels straight down the center of pipes within a stream of air—except in bends, specifically “elbows,” or within the curved walls of receivers. Here, material changes direction. And here is where abrasive materials do the most damage.
Fig. 1 — Plastic pellets want to travel straight into an elbow. They hit and slide along the back wall, creating two zones of wear when conveying abrasive materials. Elbow wear primarily occurs in the impact zone, but is also a problem in the sliding, or friction, zone.
When material enters a curve, it hits and deflects off an area called the impact zone (see Figure 1). Material may hit one or more secondary impact zones before leaving an elbow or settling in a receiver. Material will also skid along a sliding or friction zone that extends beyond the impact zone.

Over time, the conveyed material at the impact and sliding zones wears away—often, wears through—the elbow. When this happens, the worn-away component, such as the elbow, needs to be replaced—rather than temporarily patched (see Figure 2).
Elbow selection generally dictates elbow lifetime in a conveying system, which includes time, labor, and cost components. Standard smooth-walled aluminum elbows, while inexpensive, provide little wear resistance. For example, aluminum elbows are soft and easily dented during shipping and installation. In extreme cases can wear through in a matter of hours so they should never be used when there is a potential for abrasion. Therefore, there is little value in making comparisons of any specialty elbow to aluminum. Specialty elbows at various prices have much better wear resistance (see Table 1). In general, stainless steel elbows offer the minimum level of protection against abrasion and are used successfully in many applications. Ceramic-coated elbows use ceramic to reinforce a standard elbow (see Figure 3). Glass elbows take advantage of glass being highly abrasion-resistant (see Figure 4). Coupling a straight, short—2’ is enough—stainless steel or glass section to the outlet of a glass elbow reduces additional wear in the friction zone immediately beyond the elbow. Pocket-type elbows utilize material-to-material interaction to protect against wear (see Figure 5). Blind-tee fittings work similarly, but at lower conveying rates.
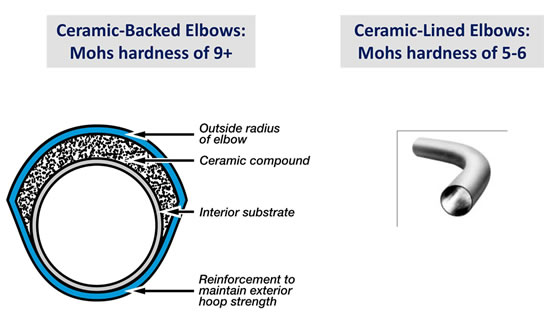
Fig. 3 — Elbows can be supplied with an abrasion-resistant ceramic zone.

Fig. 4 — Glass elbows are highly abrasion-resistant. These elbows are equipped with an inlaid static release strap.
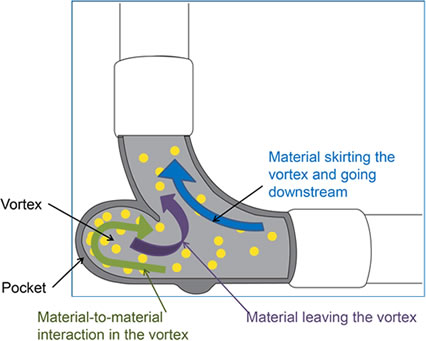
Fig. 5 — Pocket-type elbows utilize material-to-material interaction to reduce impact, friction, and wear in the elbow.
Slow down
Higher velocity means more momentum—and more impact force. It also typically means faster wear. Higher impacts can also damage conveyed material, leading to material degradation fines, angel hair, and excessive dust within the pipelines. These in turn lead to increased filter maintenance and reduced conveying rate.
In vacuum systems, air velocity increases as the air expands and moves toward the vacuum pump. Naturally, the resins travel faster, too—generally they are traveling twice as fast nearer their discharge points than at their pickup points. Downstream elbows often show this dramatically; they wear down faster than those at the beginning of the conveying system.
There are various ways to slow down air velocity. Positive displacement pumps can be easily re-sheaved to control air velocity to match the specific requirement you may have for any given material. Regenerative blowers are direct drive units so adding a variable frequency drives (VFD) lets you fine-tune the pump’s rotation speed and the resulting air flow. This does increase the initial price of the pump and, depending on how the VFD’s are used, can require a fairly expensive control system. Also, some fine tuning is required: The material conveying velocity has to be high enough to pick up the material at the source, and carry it down the pipeline without plugging.
The other way to reduce system velocity is to increase the diameter of the pipe near the receivers. This step-up in diameter acts like a brake in the system, effectively slowing the materials.
Other considerations
Abrasive materials can cause considerable damage to receiver inlets and outlets (see Figure 6), flappers, receiver bodies, and other equipment. Some manufacturers minimize wear in receivers by aiming inlets so material enters tangentially and by placing flappers so that they deflect incoming material from the receiver’s impact zone. Unfortunately, many manufacturers do not employ this useful feature.

Fig. 6 — Here is a receiver inlet worn away by 35% glass-filled nylon. Since the inlet alone was not replaceable, the whole lid assembly had to be replaced. Holes were also worn through the cast outlet throat.
You can further mitigate the wear on impact zones by installing ceramic-coated parts and wear plates (see Figure 7). For example, NOVATEC sells an “extended wear package” for vacuum receivers. This package includes a ceramic-lined removable inlet; ceramic-coated inlet flapper check valve; ceramic-coated impact wear plate; and a stainless steel discharge flapper. This is an important option to have available when you are replacing equipment, and be sure the ceramic-coated parts are replaceable.

Fig. 8 — Minimize wear by aiming inlets so material enters tangentially, position flappers to deflect incoming material from vessel walls, and reinforce impact zones with ceramic-coated, removable plates.
And don’t forget flexible hoses. Hose leaks reduce air pressure in the line, leading to overall process inefficiencies, and material plugs. Even before that point, abraded flexible hose material will join the resin conveyed to the injection molding machines. This contamination can affect the integrity of the plastic and, if colored hoses are used, discolor the finished molded part. Extended-wear flexible hoses exist for these applications. For example, PVC flexible hose with polyurethane lining has about twice the wear life of regular PVC hose.
Whether you are designing a new system or retrofitting an existing conveying system, it need not be an all-or-nothing proposition. For example, not all elbows and pumps need to be replaced. The design and operation of your conveying system depends greatly on the physical properties of the resins moving through the system and your expectations for your system’s operation, equipment replacement, and on-going maintenance costs, as well as maximizing uptime. Preparing to minimize wear from abrasive materials will go a long way towards keeping your operations running smoothly.
See Table below for a comparison of the relative costs vs. the relative life of various wear-resistant elbows. and start reducing damage from abrasives in your system today.
| Elbow Type | Relative Cost | Relative Life |
| Aluminum | N/A | N/A |
| Stainless Steel | 1$ | 1 |
| Ceramic Lines | 6$ |
3-4 |
| Glass Elbows | 6$ | 20+ |
| Hemisphere Tee | 11$ | 20+ |
| Ceramic Backed | 11$ | 20+ |
| Pocket Elbows | 15-25$ | 20+ |
