




Recycling is becoming an ever more integral element of plastics processing. But how is post-consumer waste to be converted into high-quality recycled material that can be used in place of virgin material? That question becomes all the more pressing when a high-purity result is desired and the recovered plastic feedstock brings with it inks, colorants, additives, contaminants or even foreign polymer.
KraussMaffei has provided numerous twin-screw systems for reprocessing post-consumer recyclate (PCR) via mechanical recycling, which is the dominant reclaim method today. However, due to the filtration and degassing limitations of mechanical recycling, removing pigments from colored plastics has not been practical—typically causing mixed-color PCR to be colored black. These limitations also contribute to the limited market supplies of food-grade polyolefin PCR.


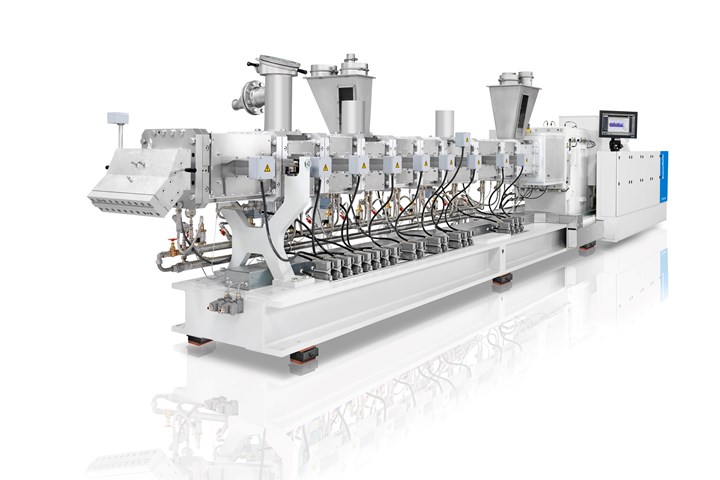
Co-rotating twin-screw like this one will process carpet scrap into ultra-pure PP in a commercial-scale solvent-based recycling facility. (All images: KraussMaffei)
The good news is the arrival of, and rapid buildup in capacity for, several new techniques that return a wider variety of PCR, even mixed plastics, to virgin or near-virgin quality. However, many of these “advanced recycling” methods involve partial or complete depolymerization of the plastic resin, converting it back to monomers or oligomers from which new plastics can be produced. But the depolymerization and repolymerization processes are generally the province of chemical companies, not plastics processors in the fields of extrusion compounding and pelletizing.
There is, however, one branch of this blossoming field of advanced recycling that is more readily accessible to plastics compounders—solvent-based recycling. It is a hybrid technology, as it considers purification tools used in both mechanical and chemical recycling. The plastic to be reclaimed is dissolved without destroying the polymer’s chemical structure. Solvent recycling is potentially applicable to polyolefins such as LDPE, HDPE and PP, as well as to PET, PS and PA (nylon). This article will present the basics of solvent recycling and the types of equipment required, as well as some details on the first large-scale application of this technology to polyolefins.
KraussMaffei has substantial expertise in single- and twin-screw extrusion technology for mechanical recycling, reactive extrusion and devolatilization that is applicable to solvent-based recycling; but keep in mind that an essential ingredient of the process is often proprietary technology involving a “reactor” or other special equipment that is part of the intellectual property of companies that KM partners with to build and install such systems.
Go from black to clear resin in one pass.
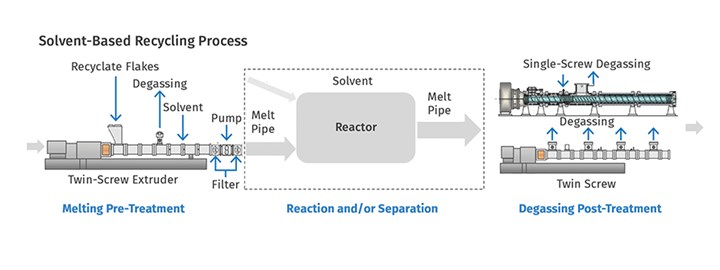
Overview of the Process
The first step of a solvent-based recycling process is feeding presorted, separated and cleaned recycled feedstock into a co-rotating twin-screw extruder for pre-conditioning, melting, homogenization, degassing to remove moisture (such as water from upstream flake washing), monomers, residual air and additional volatiles. This first step is completed by establishing the required physical and chemical process conditions—pressure, temperature, viscosity, etc. As shown in the diagram, this first stage also offers the opportunity (depending on the process specifics) for solvent addition downstream after plastication, homogenization and devolatilization. Critical specifications of the extruder for this purpose include the free volume (defined by the OD/ID ratio, or D/d) and specific torque, or torque density, as well as screw speed, which together characterize the extruder’s processing capability.
For example, KraussMaffei’s ZE BluePower co-rotating twin-screw extruders are designed with a high D/d ratio of 1.65, screw speeds up to 1200 rpm, and high torque density up to 16 Nm/cm3. These capabilities are able to melt and homogenize the starting material even at moderate temperatures and low speed, and with minimized energy consumption.
Solvent addition at this first stage has the benefit (depending on the process) of dramatically reducing the viscosity of the melt, which allows economically attractive filtration of even the finest particles. This can be achieved at high throughput rates using well-proven, very fine-mesh filtration technology. Depending on the process, mesh sizes can be fine enough for spun-fiber or even food-contact applications. By comparison, in mechanical recycling the polymer’s naturally high viscosity typically limits filtration to particle sizes of 100 to 250 microns. But using solvent to achieve a water-like melt viscosity enables high-rate filtration down to 20-40 microns. Combined with a separation process in proprietary reactor technology, this That provides the unique capability to transform PCR from black to clear natural color in one pass.
Fine filtration is commonly performed immediately after a melt pump. Upstream of the melt pump there may also be a coarser filter to protect the melt pump by straining out any larger particles of paper, wood or metal contaminants.
Achieving water-like melt viscosity with solvent is the key to ultra-fine filtration of pigments.
The next step, labeled “Reactor” in the diagram, refers to the proprietary “black box” technology provided by the customer or the licensor. These devices perform the essential functions of separating the plastic melt from any contaminants. The Reactor may require a working pressure, which is provided by the preceding metering booster pump. As shown in the diagram, additional solvent, and possibly other ingredients, may be added to the reactor.
The key function of the reactor is to separate the infeed material into two streams—a “good stream” of clean, odor-free melt with solvent and a sludge of solvent with all the contaminants remaining after initial filtration. These streams can be segregated by various means, such as density, residence time or flow speed. Depending on the process, there may be another particulate filtration stage before the finishing step.
Single-screw finishing extruder can degas polymer/solvent mixture to ppm levels.
Finishing is primarily a degassing operation to remove the volatile solvent and other volatiles (monomers, odor elements, etc.) from the melt. The solvent is captured and recycled back into the process. Finishing can be performed with either a co-rotating twin-screw or single-screw extruder. A twin-screw can take the solvent content down from an initial 50% to the higher ppm levels. If the end use requires reducing solvent levels to lower ppm or even ppb levels, then the preferred solution is a final incorporation of a single-screw devolatilization extruder such as a KraussMaffei KE-Series unit. (KraussMaffei builds the largest melt-fed single-screw devolatilization extruders in the world, with up to 800 mm screw diameter.)
Use of a twin- or single-screw finishing extruder depends on the level of degassing required.
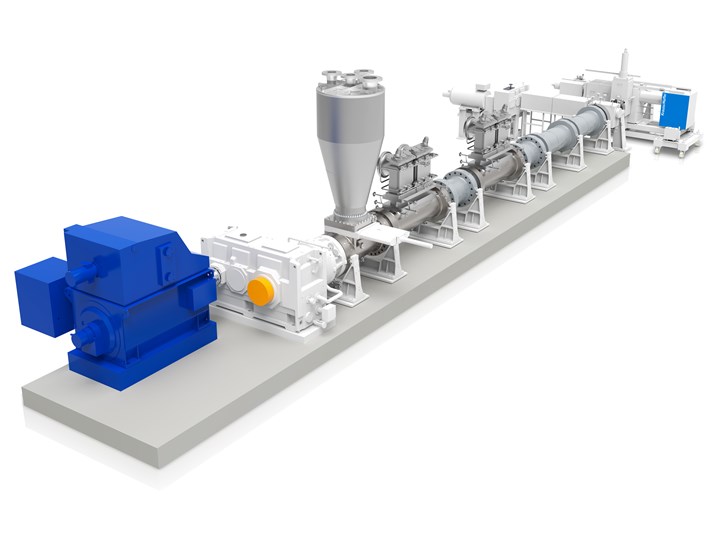
Commercial-Scale Application
A milestone in large-scale, real-world application of solvent-based recycling is currently under construction for launch this year. In Ironton, Ohio, PureCycle Technologies (PCT) is building its first commercial-scale solvent-based recycling plant to convert PCR PP feedstock, such as carpet scrap, into ultra-pure PP (UPPP) for applications such as consumer goods, automotive, building/construction and industrial uses. PCT is using technology licensed from Procter & Gamble Co. and equipment from KraussMaffei and Koch Modular Process Systems, Ltd. Thanks to this technology, says Brett Hafer, PureCycle’s v.p. of manufacturing, “We have succeeded in removing all impurities, odors, and dye residues from carpet remnants so that the PP pellets produced are equivalent to virgin material, both in terms of appearance and mechanical properties.”
This plant will have two lines, each with a large twin-screw extruder to feed a Reactor, followed by a 400-mm (16-in.) single-screw devolatilizing extruder and a pelletizer. The plant can process up to 8 metric tons (17,600 lb) per hour.
A Word on Solvolysis for PET
Another recycling technology is specifically for PET. Called glycolic degradation (or solvolysis), it should not be confused with the solvent-based recycling method described above, because it involves partial depolymerization of the PET with a glycol solvent. This process (also available from KraussMaffei) utilizes only one co-rotating twin-screw extruder to break down the PET into shorter-chain oligomers (not monomers). This is followed by filters and a melt pump to feed a polycondensation reactor (provided by the customer or licensor) to rebuild the PET polymer chains to the I.V. required for the intended use. This process is much faster than any other method of depolymerizing PET, and it introduces little to no discoloration into the resulting polymer. Widely available commercial starting material has an I.V. between 0.7 and 0.8. This can be reduced to 0.2 I.V. or lower prior to repolymerizing. What is essentially virgin FDA-grade polymer can made by this process. But as noted earlier, making PET by polycondensation is of interest primarily to companies that already make PET from scratch.
About the Authors
Franz-Xaver Keilbach is the global application owner of Circular Economy at KraussMaffei in Germany. Before taking charge of recycling-related activities, he was responsible for lightweight technologies at KM Injection Molding. He worked as a development engineer in the medical plastic disposables industry before joining KM in 2018.
Kai Uwe Bagdahn is senior expert sales manager within KM’s Extrusion Group in Germany. He began his career with KM in 2008 and has held several design, technical, sales and managerial positions.








Related Content

Breaking News From NPE2024
Here is a firsthand report of news in injection molding, extrusion, blow molding and recycling not previously covered.
Read More
Inside the Florida Recycler Taking on NPE’s 100% Scrap Reuse Goal
Hundreds of tons of demonstration products will be created this week. Commercial Plastics Recycling is striving to recycle ALL of it.
Read More
The Importance of Mass Balance in Chemical Recycling
Approaches to mass balance can dramatically impact calculations of recycled content.
Read More
Plastics Technology Year in Review: Your Favorite Reads of 2024
A year-end review of the top stories showcasing industry trends, advancements and expert insights. Revisit the articles that captured the attention of the plastics community.
Read MoreRead Next

Making Polypropylene the Next Big Thing in Recycling
PureCycle Technologies’ solvent-based recycling process returns polypropylene to a pristine state.
Read More
Recycling: Expanding 'Circularity' through Advanced Recycling Technologies
Recycling and achieving circularity for materials is at the core of the plastics industry’s evolving sustainable business model. Advanced technologies will play a big role.
Read More
KraussMaffei to Provide Extrusion Technologies for PureCycle
Two twin-screw extruders from KraussMaffei will melt the dry PP carpet scraps that are used as feedstock for the PureCycle process.
Read More