
Technology Showcase at Wittmann Battenfeld’s 10th Anniversary Event
New injection machines, robots, auxiliaries, and software highlighted the two-day gala, along with some peeks at the future of “smart factories.”


Wittmann Battenfeld’s 10th anniversary event featured a preview of the new VPower line of vertical injection presses.
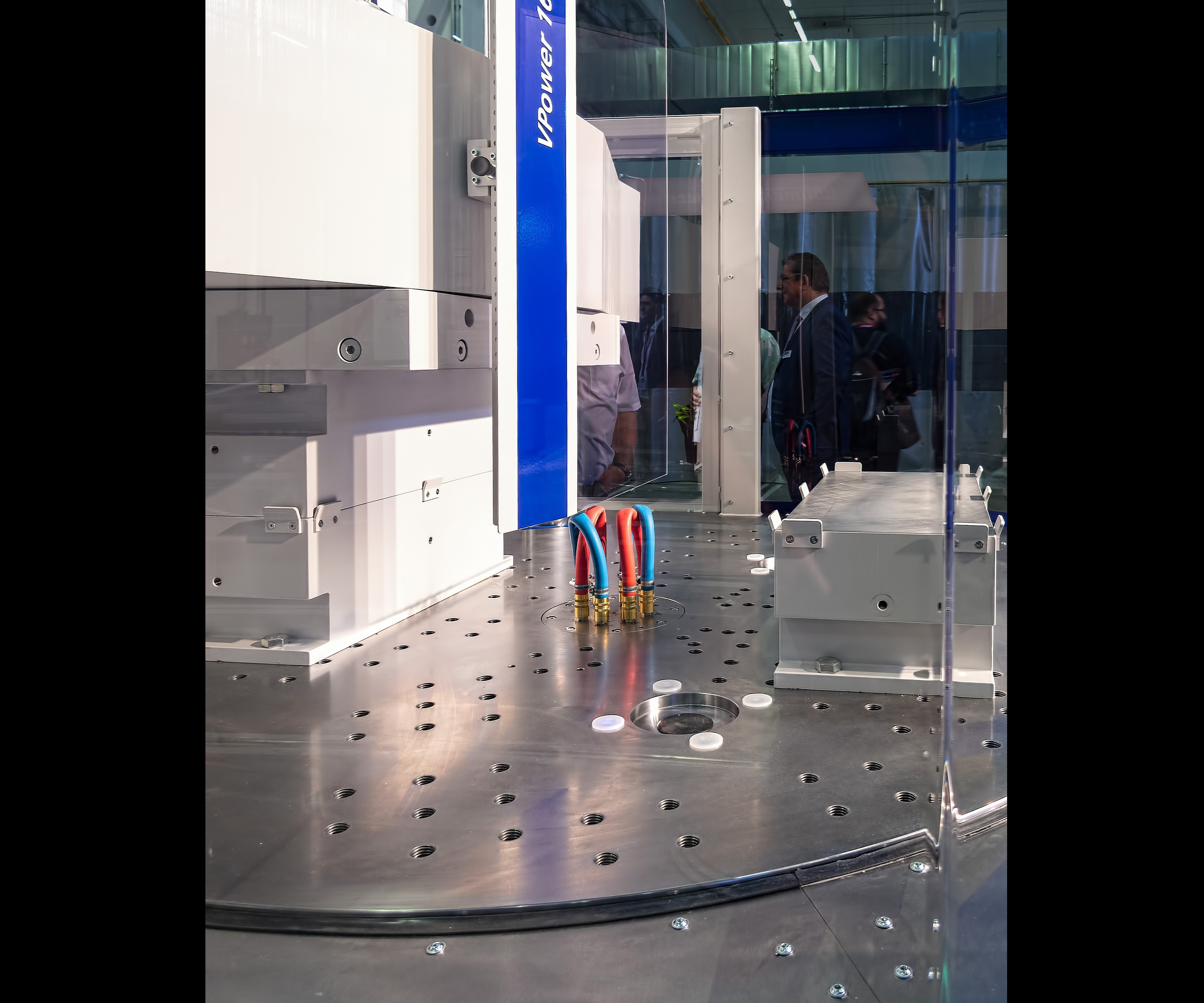
VPower vertical presses have only two tiebars, leaving the center of the turntable free for media service lines.

New high-speed, all-electric EcoPower Xpress 500-ton model was demonstrated molding four PP buckets with wraparound IML in under 8 sec.
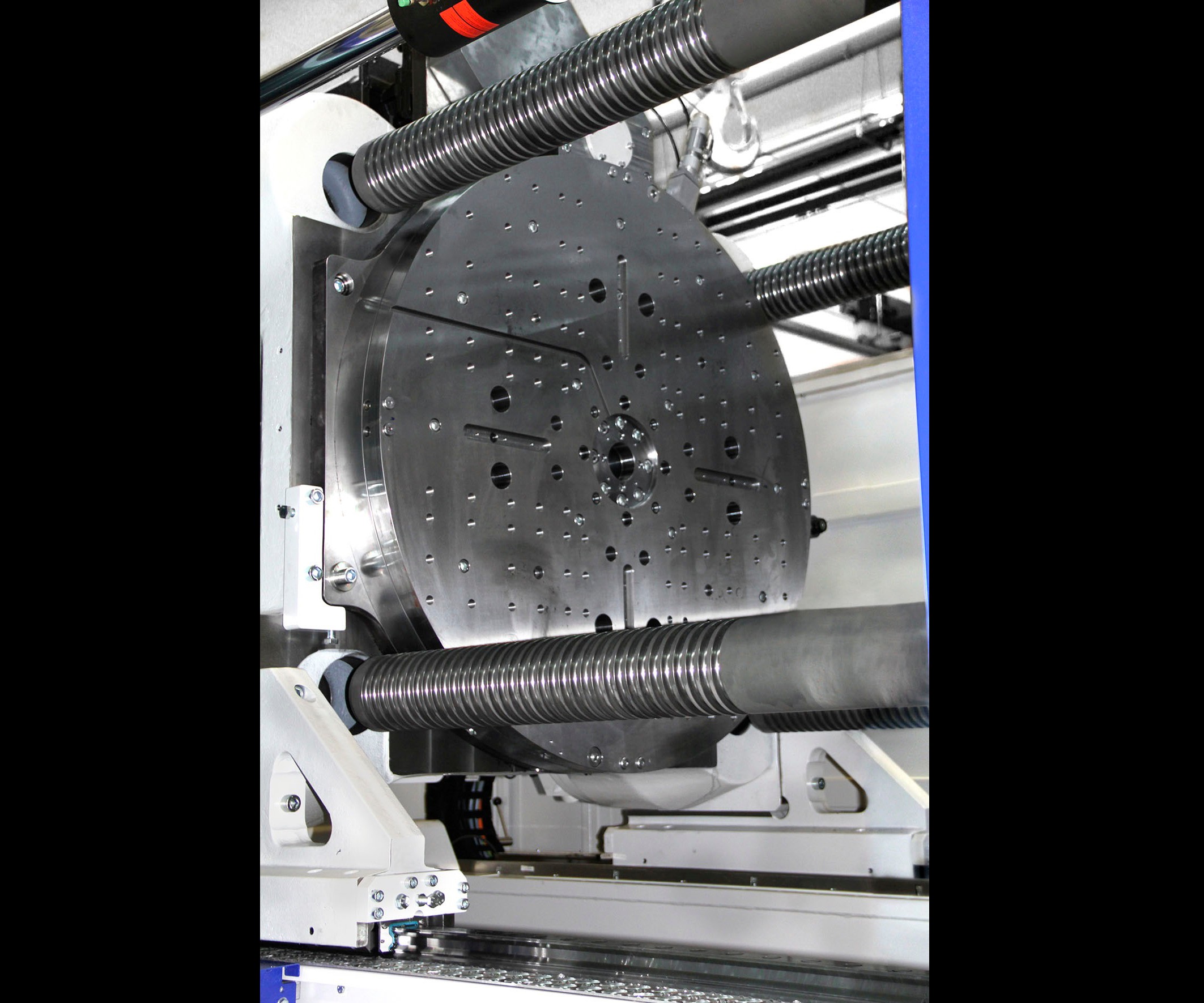
Wittmann Battenfeld’s first 2000-mm-diam., servo-electric turntable
was shown on its 1300-ton, two-component MacroPower Combimould machine.

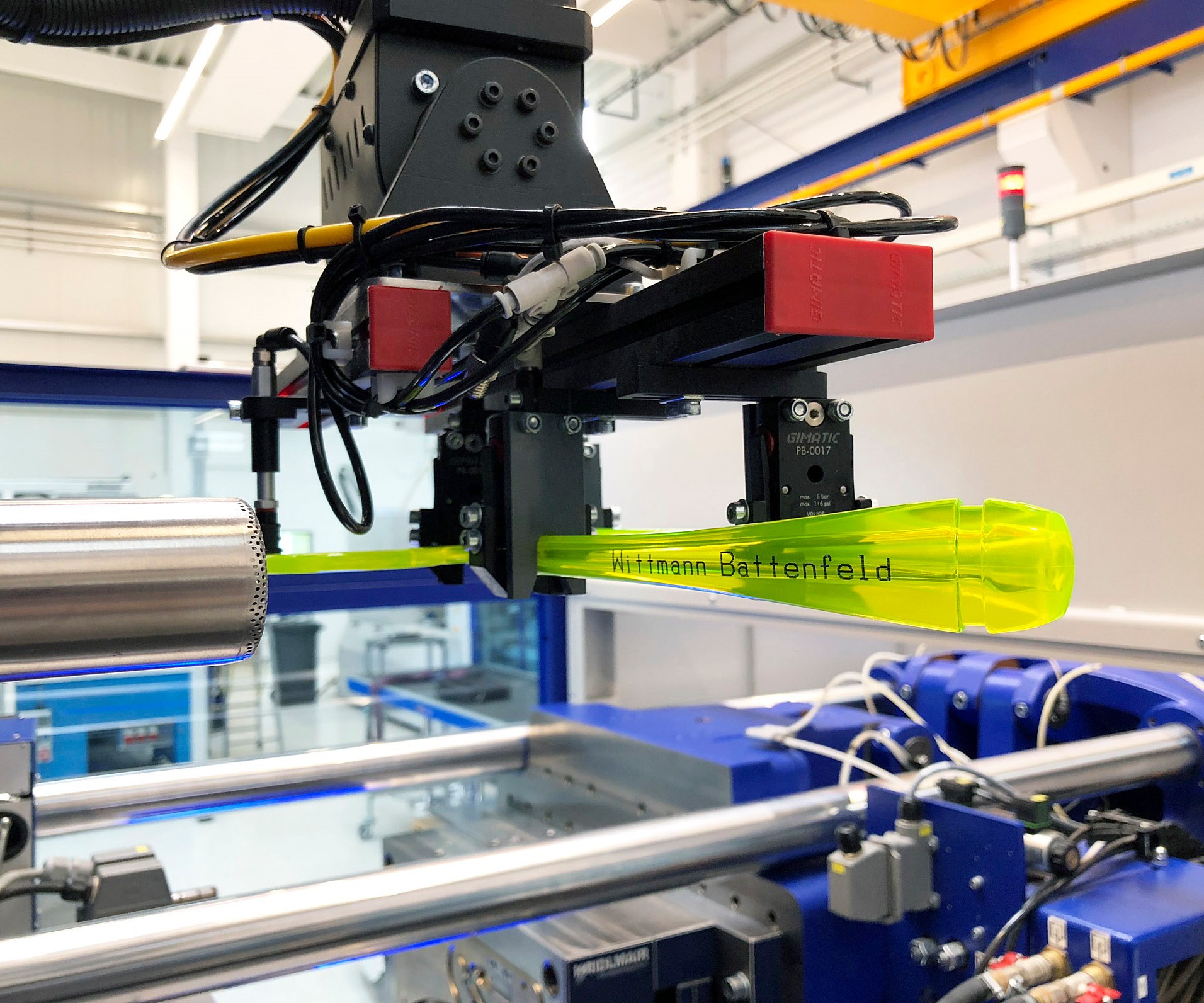
Demonstrating individualized production of yellow polycarbonate hangers, each printed with unique data. A robot moved the part past an inkjet printer nozzle (at left) mounted on the robot’s horizontal beam.
Individualized production of yellow polycarbonate hangers printed with unique data. A robot moved the part past an inkjet printer nozzle (at left) mounted on the robot’s horizontal beam.



In June, over 1400 guests from 48 countries attended the two-day celebration of Wittmann’s acquisition of Battenfeld to form Wittmann Battenfeld, a company with a unique portfolio ranging from injection molding machines and robots to chillers, TCU’s, dryers, blenders, hopper loaders, and granulators. Held at the company’s headquarters in Kottingbrunn, Austria, the event was an occasion to show off newly expanded and revamped machinery production facilities as well as a number of the company’s newest developments and some still in the works. Among the latter was an overview of an ongoing research project into the “autonomous injection molding of the future,” based on a machine that performs its own inline quality control and adjusts itself accordingly—all on a hands-off basis.
In an era when machine builders and their customers are bemoaning long lead times, Wittmann Battenfeld presented its extensive program of new construction and renovation at its facilities around the world. This included two expansions last year, totaling 23,130 ft2 of new production space and construction of a new development tech center, that was due for completion this summer. Renovations this year aimed at streamlining production include implementation of clocked assembly-line production of EcoPower all-electric and SmartPower servohydraulic presses up to 400 metric tons, supplementing previous use of this approach for machines up to 180 m.t. Other renovations this year include assembly-line production of injection units and expansion of the MacroPower large-machine production area from seven to 12 assembly stations.


And since the start of 2018, Wittmann Battenfeld has added a QR code to the ID plate of each machine, which can be scanned by service technicians to retrieve all data on the unit’s production testing, startup and service work since delivery from the factory.
Future work planned at Kottinbrunn includes a new three-story office building (28,000 ft2) for engineering, production control, quality, and personnel departments, due for completion next June; and a new production logistics center (32,275 ft2) for vertical and special machines, to be completed in June 2020.
EXPANDING MACHINE LINES
As reported in July Starting Up, Wittmann Battenfeld (U.S. office in Torrington, Conn.) announced several new models of injection machines, some of which were demonstrated at the June event. These include a larger, 400-m.t., SmartPower model later this year; and a second, larger (500-m.t.) model of EcoPower Xpress high-speed, all-electric press for packaging and other thin-wall parts. It was operated at Kottingbrunn in molding 2.8 L PP buckets with wraparound IML in a four-cavity mold in 7.95 sec. Later this year, the company plans to add smaller models, too—160, 210 and 300 mt.—and an even larger, 650 m.t., unit will follow.
Adding to its large-machine line-up, the company showed off its first 2000-m.t., two-component MacroPower Combimould press (the first 2000-m.t. single-component model was built earlier this year). The system was built for BSH Home Appliances in Germany to mold a PP refrigerator interior door panel that would normally be thermoformed. The 750-g part (patented) is only 0.8 mm thick and measures approximately 1120 × 512 mm. It sequentially valve gated through 21 nozzles.
Wittmann Battenfeld also displayed its first 2000-mm, servo-driven rotary table on a two-component MacroPower 1300.
New line of vertical presses gets a preview.
Perhaps the star of the show was a 160-m.t. prototype of a brand-new series of VPower vertical, servohydraulic machines that will range from 120 to 300 m.t. and is due to go on sale in October. A key feature of this machine is its low, ergonomic working height of just under 1 meter, vs. 1.2 to 1.3 m for previous models. Also important is the change from three tiebars to two, which leaves the center of the turntable (servo-electric powered, 1300 to 2000 mm diam.) free for central supply of media through an oscillating or rotary union.
Other features include convertibility of the injection unit from vertical to horizontal and vice versa; high clamp speeds (300 mm/sec); and a clamp designed for uniform force distribution in the mold.
Wittmann Battenfeld also presented new robots and auxiliaries. Both larger and smaller models were added to its Primus economy line of servo robots (reported in last month’s Keeping Up). And the company introduced new “Feedmax basic” hopper receivers and S-Max screenless granulators (see September Keeping Up section).
SMART MACHINES & SMART FACTORIES
As might be expected, Industry 4.0 was a frequent topic during the anniversary event. The keynote speaker was Prof. Dr.-Ing. Johannes Schilp, professor at the Institute for Manufacturing Informatics at the University of Augsburg, Germany, and chairman of the Fraunhofer ICGV Research Institute for Casting, Composites and Processing Technology at Augsburg. He spoke of “data as the raw material of the 21st Century.” He explained that “smart products generate data during production and use,” and predicted “development of new business models by analyzing accumulated data for optimization.” He also said that “predictive maintenance will be the next step in self-learning systems.”
Condition Monitoring System (CMS) for predictive maintenance monitors around 30 parameters in and around the machine.
Wittmann Battenfeld’s approach to predictive maintenance, which it calls CMS (Condition Monitoring System), is a key element of its Wittmann 4.0 program. CMS was demonstrated at the June event on the new EcoPower Xpress 500 machine. Among the many parameters monitored by the system were oil temperature, level, moisture and particle count; water quality, flow and temperature; and hydraulic-pump pressure, vibration and oil leakage (with color coding of acceptable/not-acceptable conditions).
Also monitored were the injection unit’s stroke, vibration and metering torque (accomplished by monitoring the screw tip’s torque and forward speed). On the clamp, sensors monitored tiebar stretch, stroke, and vibration of the moving platen and frame. Sensors in the gearbox measure contamination in the gears to determine when lubricating oil needs to be changed. And the electrical cabinet had sensors for temperature, humidity and air flow, as well as smoke detectors, and confirmation of proper connections to the power supply and B8 controller. Overall energy consumption and ambient temperature and humidity were also monitored.
For any of these parameters, the user can inspect a graph of readings over time and zoom in on any time period of interest. What’s more, good/bad limits can be assigned to monitored variables, and those limits can be set specific to particular molding jobs.
Centralized control of ll components of a work cell is a prominent feature of Wittmann 4.0. One new software feature in development is digital mold data sheets, in which the setup for a molding job will generate a list of the precise auxiliary equipment—chiller, dryer, blender, etc.—required for that job.
Coordination of auxiliaries connected to a Wittmann Battenfeld B8 machine control, as well as automatic commmunication of production, process and quality data to a central MES computer system (Wittmann works with MPDV in Europe, IQMS in North America) contribute to the growing trend to individualized production, “mass customization” as some call it. This was demonstrated at the June event in production of coat hangers using Wittmann Battenfeld’s Airmould gas-assist technology. After demolding by a W918 robot with new servo wrist, the polycarbonate hanger was presented to a digital inkjet printer mounted on the horizontal beam of the robot. As the robot moves the part past the printer nozzle, printing takes place “on the fly” at a speed coordinated with the robot speed. At the open house, the hangers were printed to order with visitors’ names. In actual production, they could be printed with batch or serial numbers in the form of barcodes or QR codes. These could be consecutive serial numbers or ones allocated by random generators. All relevant quality data associated with production of that specific hanger is stored in the central computer and could be available anytime during the warranty period or lifetime of the part.
The “smart factories” of Industry 4.0 need smart machines controlled with smart software. At the anniversary event, Wittmann Battenfeld revealed the continuing evolution of its HiQ suite of optional controls packages for making machines more self-regulating. One of the existing packages is HiQ Melt, which measures the required drive work (screw torque) during metering. It thereby detects viscosity changes due to incorporation of recycle or batch-to-batch variations in virgin resins.
Another existing package is HiQ Flow, which measures material viscosity by means of the work during injection. It adjusts the high-pressure level or switchover point, or both, during the shot to make a same-cycle correction. While the software currently requires a few shots to determine the viscosity correction factor by trial and error, Wittmann Battenfeld is developing an enhancement to automatically define the correction factor.
A new addition to the series is HiQ Metering, which achieves positive closing of the check valve by means of a specific screw movement prior to injection. This serves to ensure uniform shot size.
AUTONOMOUS INJECTION MOLDING
The potential for an injection machine to perform its own real-time quality assessment and correct its process without human intervention or post-molding QC tests was presented by Dr. Gerald R. Berger, Asst. Prof. at the Institute of Injection MOlding of Polymers at the University of Leoben, Austria; and by Dr. Dieter P. Gruber, head of the Research Group on Robot Vision and Artificial Intelligence at Polymer Competence Center Leoben in the same city. The two of them had just begun a three-year research project on “Inline Quality Control in Injection Molding” (InQCIM), funded by 1 million euros contributed by the Austrian Research Promotion Agency (FFG) and industry partners such as Wittmann Battenfeld, which is also donating an all-electric EcoPower 110 machine to the project.
Research project launched to develop a self-learning machine and smar mold that can perform in-mold QC and correct the process accordingly.
Other partners in this project include the Research Institute of Production Technology and High-Power Laser Technology (IFT) at the Vienna University of Technology (TU Wien), as well as German and Austrian automotive suppliers like Mahle Filtersysteme, Austrian furniture hardware producer Julius Blum, and Austrian custom/captive molder Miraplast.
The goal of autonomous injection molding, say Berger and Gruber, is to replicate on each shot the pressure, temperature and velocity conditions of the melt relative to time and position in the molding cycle. This is to be done by continuously monitoring melt pressure, temperature, and velocity in the cavity as well as the mold wall temperature. The fundamental concept of the autonomous molding project is to make an “intelligent mold” the master of the process through bidirectional communications with the injection press and peripheral equipment. In other words, the instrumented mold tells the injection machine what process corrections to make.
One aim of the project is to address surface quality of molded parts—sinks, weld lines and flow marks (“tiger stripes”)—and correlate these factors with mold-sensor data. Initial work will use a camera to inspect parts, but the eventual goal is to be able to predict visual defects from mold data.
One of the innovations being explored by the project team is monitoring the mold only with an array of acoustical sensors on the outside of the mold. This is a less costly and more robust solution than in-mold sensors, according to Berger and Gruber. The initial goal is to be able to correct the process in the next two cycles after a problem is detected. Farther down the road, the researchers hope to correct the process within the same cycle and even to look ahead four or five cycles to predict an impending error, based on current trends, and react before a quality issue arises.
To make this happen, the researchers need to develop a machine-learning based Fault Detection and Classification (FDC) software system. This will involve training neural-network software to recognize when and how to adjust the process. The first step in the research project will be Design of Experiments (DOE) testing to correlate part weight, dimensions, surface quality, and mechanical performance with mold-sensor data.

Related Content

More Sustainable Two-Component Overmolding
Swedish compounders HEXPOL TPE AB and Polykemi AB have collaborated on a 2K sustainable development project for consumer products.
Read More
Fakuma 2023: Wittmann Battenfeld Expands All-Electric Line, Direct-Current Capabilities
Wittmann Battenfeld will introduce the new EcoPower B8X injection molding machine line and show direct current as an energy source for a concept machine that will power its own robot.
Read More
Milacron’s Massive Booth Highlights Multiple Brands
NPE2024: Coinjection of postconsumer resin, in-mold decoration, LSR micromolding and bioplastics processing are just some of the machine displays at Milacron's booth.
Read More
Video: Ultradent Bags Both Hot Shots Prizes at PTXPO 2023
Topping five other entries in voting by fellow molders, the Ultradent team talks about their Hot Shots sweep.
Read MoreRead Next

Lead the Conversation, Change the Conversation
Coverage of single-use plastics can be both misleading and demoralizing. Here are 10 tips for changing the perception of the plastics industry at your company and in your community.
Read More
People 4.0 – How to Get Buy-In from Your Staff for Industry 4.0 Systems
Implementing a production monitoring system as the foundation of a ‘smart factory’ is about integrating people with new technology as much as it is about integrating machines and computers. Here are tips from a company that has gone through the process.
Read More
Making the Circular Economy a Reality
Driven by brand owner demands and new worldwide legislation, the entire supply chain is working toward the shift to circularity, with some evidence the circular economy has already begun.
Read More