
Injection Molding: Novel Injection Unit With In-Line Screw/Plunger
Md Plastics has a new injection unit designed to overcome longstanding limitations of reciprocating screws.
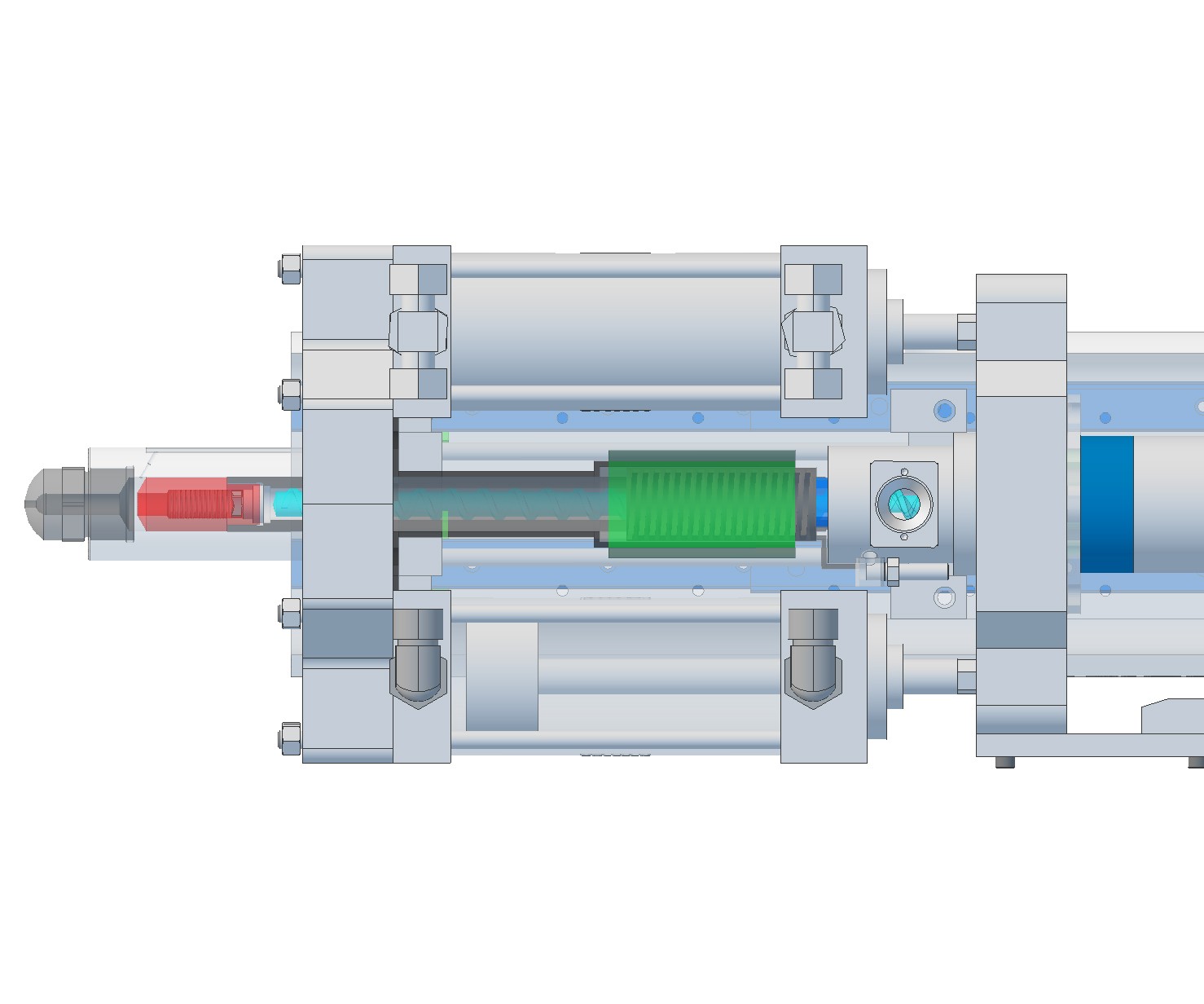
New Inject-EX two-stage injection unit from Md Plastics feeds melt from a screw through a valve through the center of an inline plunger. The whole injection unit reciprocates as one unit. Shown here is a version powered by hydraulic cylinders.
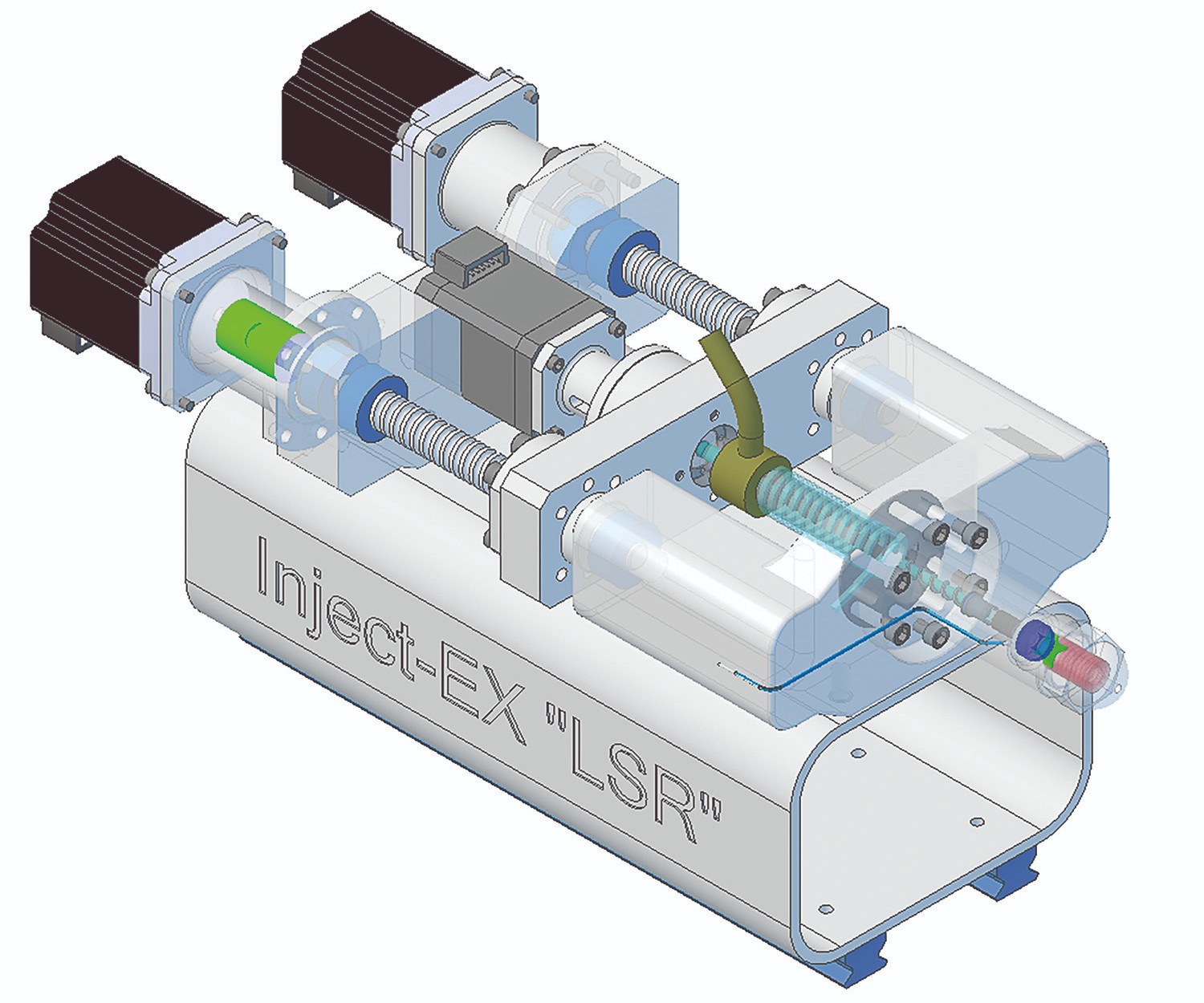
Advanced design of Inject-EX unit with all-servo-electric drives. This model is outfitted for LSR.


Longstanding limitations of conventional reciprocating-screw injection molding machines are addressed by the new Inject-EX system from Md Plastics, Columbiana, Ohio. This injection unit, appearing for the first time at NPE2018 next month, can be supplied with hydraulic, hybrid, or all-electric drive. The all-electric version consists of a servo-driven screw connected in line with a plunger. The screw and plunger thereby move together as the entire injection unit reciprocates, driven by two servo motors and ballscrews mounted on either side of the unit.
As explained by Michael Durina, president of Md Plastics, one well-known issue of conventional injection machines is inconsistent shot volume due to variability in closing of the check valve on the end of the screw at the start of injection. Another issue is that as the screw retracts during recovery, pellets experience a continuously changing L/D so their shear exposure is inconsistent, which leads to melt-viscosity variation. That effect is exacerbated by the fact that when the screw moves forward during injection, pellets fall down from the hopper into the empty flights that are provided to fill the shot. Those pellets are not compacted efficiently, which creates an issue during recovery of the next shot by adding shear due to screw slippage and a pause in recovery time.



The Inject-EX system solves the second problem because the screw (the company’s Posi-Melt design) is stationary with respect to the feed hopper, which moves back and forth with the rest of the injection unit. Plastication of every pellet is therefore consistent, as in continuous extrusion, says Durina, even though this screw operates discontinuously.
As for the first problem, there is a check valve at the front of the screw, where it transitions to the plunger, but the valve is actually the same design used in Md Plastics’ Mini-Shut shutoff nozzles rather than its nonreturn valves. This is a poppet valve that is spring loaded with Belleville washers. It therefore shuts immediately when the screw stops turning, not when it moves forward to inject.
Melt passing through the valve is channeled through the center of the plunger until it reaches the front end, where it accumulates the shot in front of the plunger. To fill the mold, the entire injection unit moves forward, emptying the melt chamber in front of the plunger. Durina says this arrangement is simpler and less costly than other two-stage systems.
Durina is having a 20-ton machine built with the new injector by Chen Hsong of Hong Kong. That will be Durina’s lab machine to further test and demonstrate the Inject-EX concept.
What’s more, the Inject-EX machine will use Md Plastics’ exclusive Temp-Tek melt-temperature and pressure sensor (see Oct. ’15 Close Up). One sensor will be embedded in the melt chamber at the end of the plunger; another will be placed in the feed hopper. The first sensor will help ensure injection of a consistent mass of plastic, which is a function of consistent volume and density. The other will provide potentially valuable information about the temperature of pellets entering the screw, Durina says.
Related Content
-
How to Reduce Sinks in Injection Molding
Modifications to the common core pin can be a simple solution, but don’t expect all resins to behave the same. Gas assist is also worth a try.
-
Best Methods of Molding Undercuts
Producing plastics parts with undercuts presents distinct challenges for molders.
-
How to Set Barrel Zone Temps in Injection Molding
Start by picking a target melt temperature, and double-check data sheets for the resin supplier’s recommendations. Now for the rest...








