
The Role of Screw Design In Efficient Extrusion Of Medical Devices
Medical Extrusion
For extruders of medical tubing, screw design plays a key role in maintaining dimensional control, physical properties, and more.
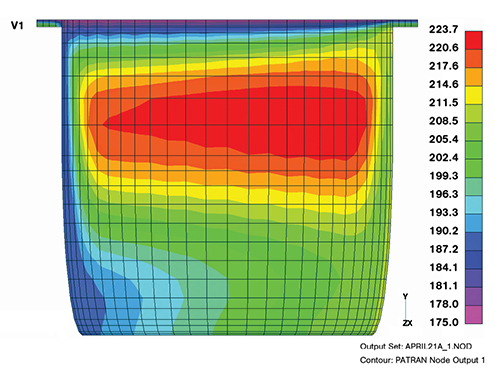
Fig. 1: Melt-temperature distribution in a cross-section of the screw channel in the metering section of a 63.5-mm single-screw extruder. Significant temperature gradients appear across the width of the channel and even greater gradients across the depth of the channel.
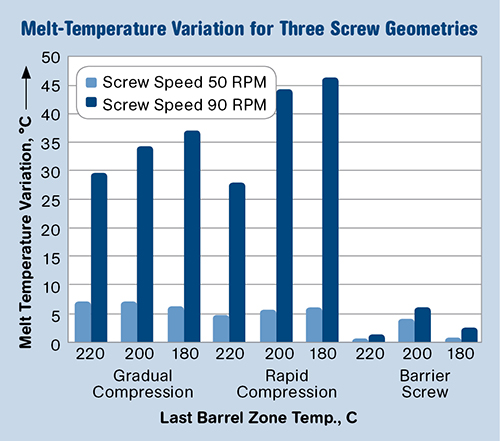
Fig. 2: Melt-temperature variations for simple conveying screws (with either gradual or rapid compression) are quite large, compared with a barrier screw. Temperature variation at 90 rpm is greater than at 50 rpm. Numbers on the horizontal axis refer to the temperature (°C) of the last barrel zone.
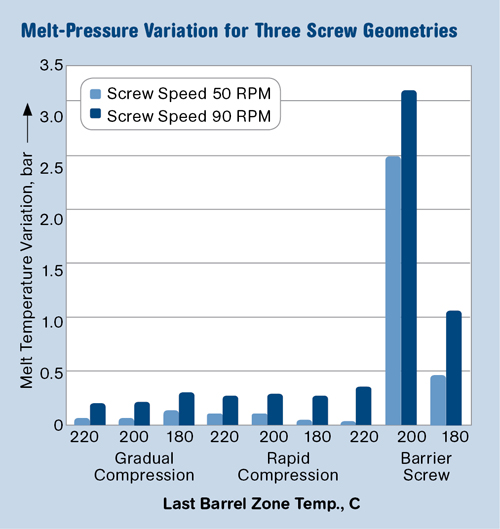
Fig. 3: High melt-temperature variations do not necessarily result in large pressure fluctuations. This is shown here where the melt-pressure variation is shown for the same three screws at the same screw speeds and barrel-temperature profiles. The small melt-temperature variation with the barrier screw is a distinct advantage, but its large melt-pressure variation is a disadvantage.
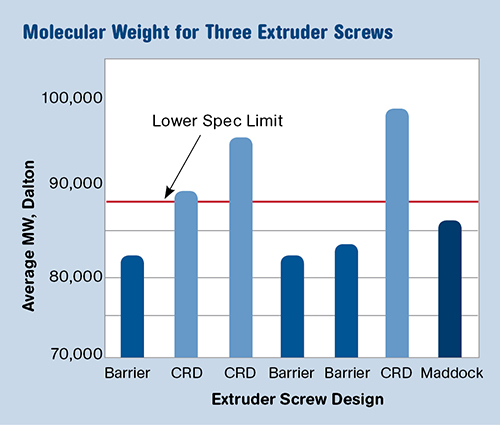
Fig. 4: These data were developed by a medical-device company. Three screw geometries were evaluated in trials with a TPE on a 0.75-in. extruder (CRD and barrier designs were tested three times). The barrier and Maddock mixing screws were unable to produce MW values above the specified level.
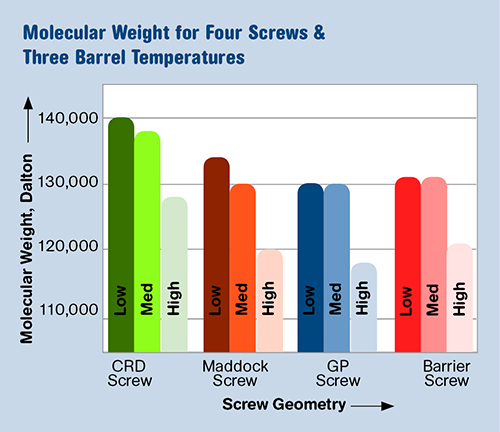
Fig. 5: More MW results for different screws. Each screw was run at three different temperature profiles: Low (375-385-395 F); Medium (395-420-415 F); High (400-420-420 F). For each barrel temperature profile the CRD screw achieved the best MW results.

Fig. 6: The CRD mixer uses multiple flights with right-handed orientation, giving it forward pumping capability. Mixing action is achieved by machining slots into the flights. The slots are tapered to generate elongational flow.

Medical tubing extrusion can present special challenges to processors in terms of product size, dimensional control, physical properties, and more. Automation of the extrusion line is critical to achieve high levels of process stability and reproducibility. Polymer degradation can be a significant concern in medical extrusion, as a result of the stresses and temperatures that occur in processing. Both of these depend strongly on the screw geometry.
Melt temperatures can vary significantly in extrusion. Therefore, screws with mixing elements are required to achieve good melt temperature uniformity. Barrier screws can achieve relatively uniform melt temperatures but can result in large melt-pressure variation.



Barrier screws also tend to result in significant reduction in molecular weight. This is likely due to the high shear stresses that occur when the polymer melt flows over the barrier flight. The same problem occurs in fluted mixing sections. This explains why screws with fluted mixing sections (e.g. the Leroy-Maddock mixer) tend to result in significant molecular-weight (MW) reduction as well.
Mixing screws based on elongational mixing devices and without barrier flights result in minimal MW reduction. These screws have little melt-temperature and pressure variation, can disperse gels, and achieve a high-quality product with minimal dimensional variation. As a result, such extruder screws are attractive in medical extrusion operations where MW reduction has to be minimized and dimensional control and product quality maximized.
Good Manufacturing Practices
Good manufacturing practices (GMP) are essential in medical extrusion. GMP philosophy involves a high level of sanitation and process reproducibility. Statistical process control (SPC) techniques allow the process reproducibility to be quantified; therefore, SPC is a necessary requirement in medical extrusion. GMP also requires full documentation and traceability.
With respect to extruder machine design the following aspects are important:
•All components polished and designed for cleanability.
•Stainless-steel machine frame and barrel cover.
•Ground and polished welding seams.
•Complete documentation and calibration of all process parameters.
•Quick-release couplings for cooling and heating system.
•FDA-approved gear oils and lubricants.
•Mercury-free pressure sensors.
•Contact surfaces of stainless steel or nickel alloys.
•FDA-approved paints for parts that cannot be made of stainless steel.
•Validated PLC- and computer-based control.
The extrusion process allows a high degree of automation. In fact, once the extruder has reached steady-state operation, operator intervention is no longer necessary if complete line control is used in an effective manner. Such operations offer multiple advantages:
•Several extrusion lines can be handled by a single operator (“lights-out” operation).
•Product dimensions such as diameter and wall thickness are controlled automatically.
•Product variability is minimized with full line control.
•Electronic data-acquisition systems (DAS) allow real-time monitoring of all process variables and pertinent product dimensions.
•Pertinent process and product data can be processed by the DAS to yield real-time SPC information such as process-control charts and process capability (Cpk).
•On-line SPC allows immediate detection of out-of–spec conditions or out-of-control conditions; this allows corrective action to be taken immediately, minimizing scrap.
CONTROLLING Polymer Degradation
One of the critical aspects of polymer extrusion is degradation of the polymer. Degradation reduces physical properties with or without discoloration of the product; in some cases gels are produced. There are a number of degradation mechanisms, the main ones being thermal, mechanical, biological, and radiation.
Degradation in extrusion is affected by temperatures, mechanical stresses, and residence times. The extruder should be designed to minimize all three of these factors.
Degradation usually results in reduction of the molecular weight (MW) of the polymer and generation of monomers and oligomers. This leads to lower physical properties and can lead to out-of-spec conditions for the extruded product.
Melt temperatures and stresses to which the polymer is exposed in the extruder are strongly influenced by the geometry of the extruder screw. The functions of the screw are: conveying, pressure buildup, heating and melting, mixing—both distributive and dispersive, and degassing (in vented extruders).
Most extrusion operations nowadays use mixing screws. These are necessary to make high-quality extruded products. Simple conveying screws (without mixing elements) are rarely used anymore because they lead to poor homogeneity in the product and dimensional variation.
Melt temperatures in the extruder tend to be highly non-uniform because of the low thermal conductivity of polymers. Therefore, it is more efficient to heat the polymer by viscous heat generation than by heat from the barrel heaters. The actual melt temperatures inside the machine can be quite different from the barrel temperature. Also, temperature peaks are often much higher than the bulk average melt temperature.
Melt temperatures inside the extruder are difficult to measure. One cannot use an immersion melt-temperature sensor along the barrel because the probe will be sheared off by the screw flight. Downstream of the screw, the melt temperature is normally measured with an immersion probe, which can have adjustable depth.
Steady-state melt temperatures can be calculated using finite-element analysis. Figure 1 shows the melt-temperature distribution in a cross-section of the screw channel in the metering section. The figure shows that significant temperature changes can occur across the width and depth of the channel. The greatest temperature gradients occur across the depth of the channel.
In reality, the temperature distribution is dynamic—melt temperature changes with time. These changes can be significant, but short-term (0-10 sec) temperature changes cannot be measured with a conventional melt-temperature sensor because the thermal mass of the probe is too large. Infrared melt-temperature measurement allows detection of rapid (millisecond range) fluctuation.
Short-term melt-temperature changes also can be measured with fast-response thermocouples. A number of studies using a fast-response thermocouple mesh were made at Polymer IRC, School of Engineering, Design and Technology at the University of Bradford, England. In these studies dynamic melt temperatures were studied on a 63.5-mm single-screw extruder running HDPE at different screw speeds and barrel-temperature profiles, using three different screws.
The first was a simple conveying screw with gradual compression (10D length). The second screw was a simple conveying screw with rapid compression (2D length). The third was a barrier screw with a long barrier section (12.9D) and a fluted mixing section (3D) in the metering portion of the screw.
It was found that significant melt-temperature variations occur over time, as much as 45°C over 5 to 10 sec. Figure 2 shows these melt-temperature variations for three screw geometries at three barrel-temperature profiles and at two screw speeds. It is interesting to note that the melt-temperature variation for the simple conveying screws is quite large. And the variation at a screw speed of 90 rpm is greater than at 50 rpm—this is true for all three screws. The melt-temperature variation at 90 rpm for the simple conveying screws is about an order of magnitude higher than for the barrier screw.
In simple conveying screws the helical screw channel extends over the entire length of the screw without interruptions, slots, or barriers. As a result, these screws have poor melting and mixing characteristics. These screws are susceptible to “unmelt,” a condition where unmelted particles reach the discharge end of the extruder.
It is well known that simple conveying screws have very limited melting and mixing capability. Therefore, it is not surprising that these screws generate melt-temperature variations. However, the magnitude of these variations is surprising. In the extrusion industry it is often assumed that the melt-temperature changes are quite small (less than 2-3°C). Figure 2 shows that the actual temperature variations can be at least an order of magnitude higher.
High melt-temperature variations do not necessarily result in large pressure fluctuations. This is shown in Fig. 3, where the melt-pressure variation is shown for the same three screws at the same screw speeds and barrel-temperature profiles.
The “220” barrel temperature on the horizontal axis refers to the temperature of the last barrel-temperature zone; the actual profile is 150-185-205-220. For the “200” barrel temperature the actual profile is 140-170-185-200; and for the “180” barrel temperature the actual profile is 130-155-165-180. For the simple conveying screws the barrel temperature profile (BTP) has little effect on the pressure variation, which is quite small. For the barrier screw the BTP has a significant effect on the pressure variation, which is much higher—as much as an order of magnitude.
The small melt-temperature variation with the barrier screw is a distinct advantage. However, its large melt-pressure variation is a distinct disadvantage. This large pressure variation is likely due to plugging; this is a condition where the solid bed does not melt fast enough to accommodate the reduction in the size of the solids channel. Barrier screws with a long barrier section (over 10D) are particularly susceptible to this problem.
Molecular Degradation & Screw Design
In extrusion of medical devices, molecular degradation is often a critical issue. This degradation of the molecular weight (MW) can be strongly influenced by the geometry of the extruder screw. The effect of screw geometry on MW is shown in Fig. 4. In this study a 0.75-in. extruder was used with a thermoplastic elastomer (TPE). Three screw geometries were tested: a barrier screw, a CRD mixing screw, and a Maddock mixing screw. The data were generated by a large medical-device company in the development of implantable devices. The MW results are critical because the polymer is used for implantable CRM lead-wire insulation, susceptible to hydrolytic and metal-ion degradation in the body.
In this particular application the molecular weight of the extruded product had to be above a certain minimum level. This turned out to be a significant challenge because the early extrusion trials did not achieve the minimum MW level in the TPE. As a result, a special screw was designed for this application to minimize the stresses to which the melt is exposed in the extrusion process—this is the CRD mixing screw.
The barrier-screw geometry was described above. The Maddock screw is a screw with a fluted mixing element similar to the one described above. The CRD screw is a screw with a distributive mixing element that is based on elongational flow rather than shear flow.
Figure 4 shows that the barrier screw results in the lowest molecular weight. The Maddock mixing screw resulted in a slightly higher molecular weight. But the barrier screw and Maddock screw were not able to produce MW values above the specification level. In barrier screws and fluted mixers, the polymer melt is forced over a barrier flight. As a result, all the melt is exposed to the high shear stresses that occur between the crest of the barrier flight and the extruder barrel. These shear stresses can be high enough to result in significant reduction of the molecular weight.
Figure 5 shows more MW results with different extruder screws. Each screw was run at three different temperature profiles. “Low” indicates barrel temperatures of 375-385-395 F. “Medium” indicates barrel temperature of 395-420-415 F. “High” indicates barrel temperatures of 400-420-420 F. For each temperature profile the CRD screw achieved the best MW results. The MW results for the Maddock screw, general-purpose screw, and barrier screw do not differ markedly.
The CRD screw resulted in the highest MW values. In all trials with the CRD screw the MW values were above the specification limit. As a result, this screw was selected for the production process.
The CRD screw’s mixing section uses multiple flights with right-handed orientation. As a result, this mixer has forward pumping capability. The mixing action is achieved by machining slots into the flights. The slots are tapered to generate elongational flow in the slots.
Elongational flow results in less viscous heating than shear flow. Therefore, elongational mixing devices offer the following benefits:
•Lower melt temperatures.
•Fewer gels.
•Higher viscosity.
•Lower motor load.
•Better dispersion (gels can be dispersed in the elongational flow).
•Less degradation.
Gels are generally crosslinked droplets that can be created in the polymerization process as well as in the extrusion process. Gels cause frequent problems in medical tubing extrusion, where wall thicknesses tend to be very small. Most gels cannot be dispersed in shear flow because the viscosity of the gel is much greater (one or two orders of magnitude) than the matrix viscosity. One study concluded that drop breakup in shear flow is not possible when the viscosity of the drop is four times the matrix viscosity or higher. In elongational flow, drop breakup is possible even at very high viscosity ratios (as high as 1000:1).
















Related Content

Formulating LLDPE/LDPE Blends For Abuse–Resistant Blown Film
A new study shows how the type and amount of LDPE in blends with LLDPE affect the processing and strength/toughness properties of blown film. Data are shown for both LDPE-rich and LLDPE-rich blends.
Read More
How Polymer Melts in Single-Screw Extruders
Understanding how polymer melts in a single-screw extruder could help you optimize your screw design to eliminate defect-causing solid polymer fragments.
Read More
Cooling the Feed Throat and Screw: How Much Water Do You Need?
It’s one of the biggest quandaries in extrusion, as there is little or nothing published to give operators some guidance. So let’s try to shed some light on this trial-and-error process.
Read More
How Much L/D Do You Really Need?
Just like selecting the extruder size and drive combination, the L/D should be carefully evaluated.
Read MoreRead Next

On Site: Growth Through Innovation in Medical Tubing
By focusing on high-tech, quick-turnaround, turnkey solutions, Putnam Plastics has grown into a leader in the field of medical extrusion.
Read More
Beyond Prototypes: 8 Ways the Plastics Industry Is Using 3D Printing
Plastics processors are finding applications for 3D printing around the plant and across the supply chain. Here are 8 examples to look for at NPE2024.
Read More